




BAOD EXTRUSION, established in 2002, is dedicated to designing, manufacturing, and distributing high-performance plastic extrusion equipment. Our engineering DNA traces back to Taiwan through the original parent company (KINGSWEL GROUP), which established our first manufacturing base in Shanghai in 1999. Today, we stand as a premier technology provider focused on delivering advanced solutions for precision profiles, medical tubes, and automotive fluid hoses.
By applying Taiwanese structural standards and component selection methods, BAOD equipment achieves superior thermal stability and durability compared to standard domestic machinery. Our lines maintain dimensional tolerances of less than ±0.03mm, even in high-speed medical and automotive tube processing.
Extrusion defects stem from complex interactions between raw polymer rheology, barrel thermal settings, tool design geometry, and down-stream calibration. Below is a comprehensive diagnostic layout for manufacturing engineers targeting yield optimization.
| Defect Type | Root Physical Cause | Step-by-Step Diagnostics | Engineered Preventive Solution |
|---|---|---|---|
| Melt Fracture (Sharkskin) | High shear stress exceeding the polymer's critical shear rate at the die lip exit, leading to surface elastic relaxation. |
1. Inspect die lip temperature profiles. 2. Calculate shear rate relative to polymer spec. 3. Check melt pressure at the adapter. |
Increase die exit temperature, coat die components with fluoropolymer layers, or reduce output speeds. |
| Extrusion Surging | Inconsistent solids conveying in the feed zone, mismatched melting capacity, or screw slip from wear. |
1. Observe feed throat cooling water flow. 2. Check barrel heater bands for thermal cycling anomalies. 3. Inspect screw clearance tolerances. |
Maintain stable feed throat cooling (50-60°C), optimize screw compression ratios, and utilize grooved feed barrel designs. |
| Wall Thickness Variance | Mechanical eccentricity of the die pin/mandrel, uneven heating, or puller slippage. |
1. Verify die centering bolt adjustments. 2. Audit heater band function with infrared thermography. 3. Check belt tension on the puller unit. |
Install automatic die centering systems, implement closed-loop diameter feedback, and maintain precise puller traction. |
| Internal Voids & Bubbles | Entrapped moisture in hygroscopic resins (e.g., PA, PU, TPV) or air pocket entrainment during feeding. |
1. Verify moisture level in desiccant dryer (<0.02%). 2. Check barrel venting vacuum level. 3. Review screw compression settings. |
Ensure proper pre-drying regimens, run high-vacuum degassing zones on the barrel, and configure optimized compression zones. |
| Black Spots / Degradation | Material stagnation in dead zones of the adapter/die plate or prolonged exposure to high heat. |
1. Inspect flow paths for sharp corners/steps. 2. Trace thermocouple accuracy inside the melt path. 3. Check residence time profiles. |
Mirror-polish internal die geometries, plate surfaces with chrome, and use purging compounds prior to shutdowns. |
Understanding the non-Newtonian flow behavior of specific thermoplastics (like TPV or Fluoroplastics) is critical. Small adjustments to die shear stress profiles can prevent surface tearing and enhance melt finish.
BAOD systems address surging issues with high-precision Taiwanese gearboxes, AC servo drives, and custom single screw configurations (SJ series) to maintain steady polymer pressure profiles.
Precise barrel thermal zones, paired with air-cooling fans and ceramic heaters, prevent localized shear heating, which in turn reduces internal void and degradation defects.

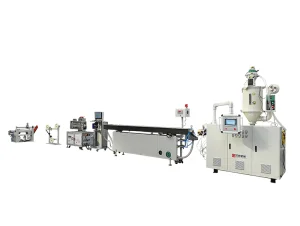
Designed for micro-tubing applications where dimensional tolerances are strict. Features a multi-axis vacuum calibration system and dynamic wall-thickness regulation.
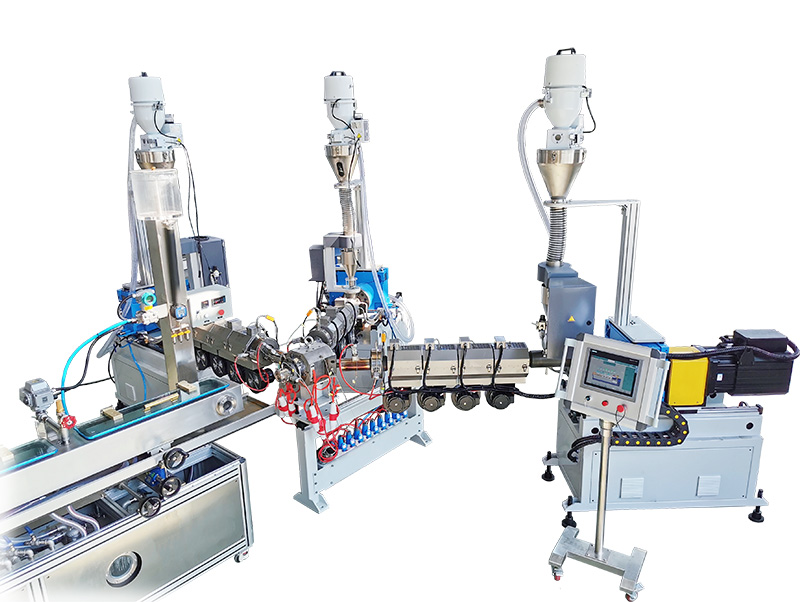
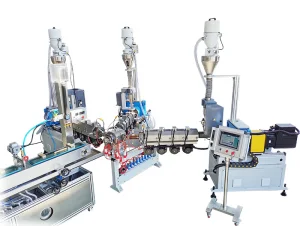
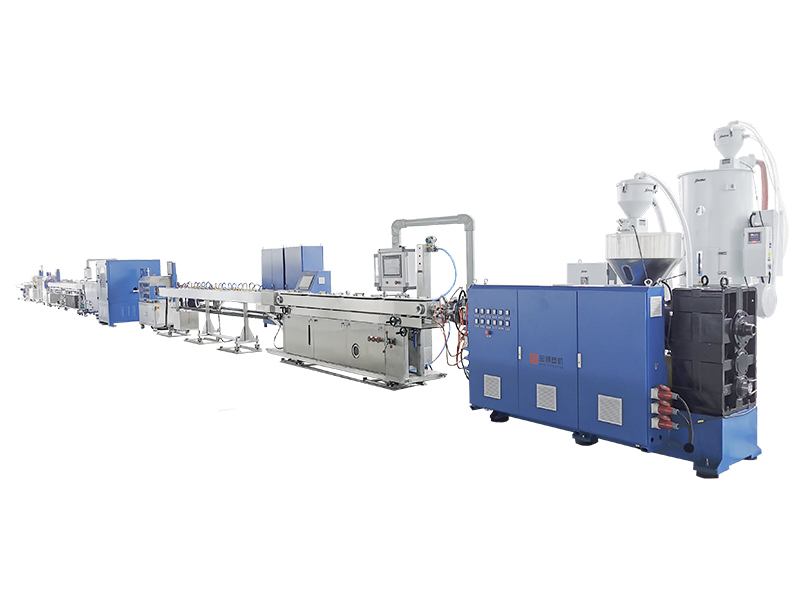
Engineered for fuel lines and high-pressure fluid conveyance. Capable of co-extruding up to 5 layers with reliable interlayer adhesion and barrier performance.
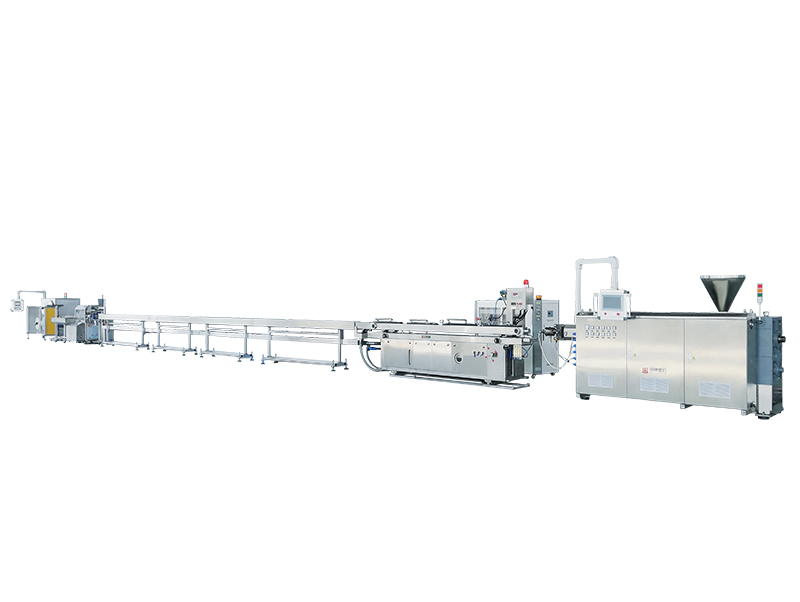
Meets Class 100,000 cleanroom compliance requirements. Operates at high linear outputs without sacrificing micro-dimensional ovality tolerances.

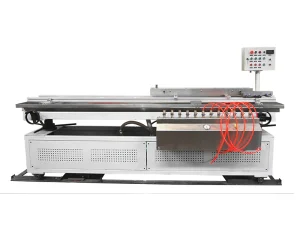
Utilizes precision forming blocks on a continuous track system, enabling high-output manufacturing of wire harnesses and fluid conduits.
Combines multi-component thermoplastic vulcanizate (TPV) extrusion with inline yarn braiding to deliver high-pressure, flexible hoses.

Provides co-extrusion capabilities for soft/hard profiles. Incorporates online metal strip insertion and precision cutting for automotive weatherstrip applications.
Integrating multi-axis laser diameter monitors directly with the puller servo drives and extruder screw speed. Real-time adjustments eliminate dimensional drifting caused by material viscosity shifts or thermal fluctuations.
By collecting temperature-to-viscosity curves over extended run times, machine learning algorithms on the master PLC preemptively adjust barrel zone heating or cooling inputs, preventing temperature spikes and scrap generation.
Continuous load monitoring of the main motor and gearbox vibration patterns provides early detection of screw wear or gear misalignment, enabling scheduled maintenance and preventing costly unplanned downtime.
Operating a 16,000 m² modern facility in the industrial manufacturing hub of Jiangsu allows BAOD EXTRUSION to leverage a highly mature local supply chain. This raw material, machining, and electronics cluster helps contain manufacturing costs while providing access to high-precision components.
By integrating advanced CNC machining centers, automated testing bays, and a dedicated team of over 100 specialists, we maintain full control over product quality. This structure allows us to offer shorter lead times on custom extrusion setups than European suppliers while matching their performance parameters.
Purchasing industrial equipment internationally requires reliable verification of safety standards, mechanical performance, and ongoing support. All BAOD extrusion lines are engineered to meet CE, UL, and ISO 9001 certification requirements.
We offer remote diagnostics and support, along with on-site commissioning, operator training, and localized parts inventories. This ensures global manufacturers can integrate BAOD lines into their production environments with minimal startup time.

From April 21–24, CHINAPLAS 2026 was successfully held at the National Exhibition and Convention Center (Shanghai, Hongqiao). BAOD EXTRUSION showcased its latest R&D achievements at Booth 7.1C04, presenting “Smart Extrusion · High-Efficiency Innovation” solutions that attracted global buyers.

In the controlled environment of a modern industrial facility, a single, hair-thin plastic tube wound onto a reel might seem unremarkable to the untrained eye. However, in sectors ranging from mining to infrastructure demolition, this detonating tube requires strict safety and wall consistency standards.

In sterile medical environments, a clinician prepares a complex catheter. Internally, it is divided into several microscopic channels, or lumens. We break down how BAOD matches European performance and safety standards using advanced control system integration.

Ensuring the absolute integrity of every fuel line, brake hose, and cooling pipe in modern lightweight vehicles. This article examines BAOD's design strategies for meeting global automotive quality audits and compliance certifications.

As electric vehicle sales grow, sealing strips must meet stricter requirements for cabin sound isolation. Discover how our co-extrusion technology integrates inline metal reinforcement and dual-compound processing in weatherstrip lines.