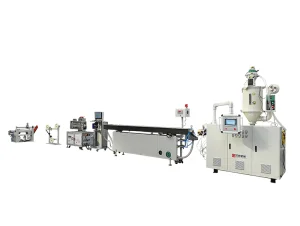
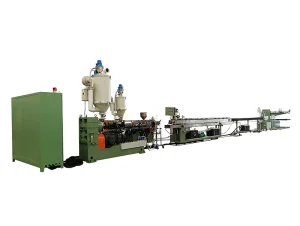
Explore our top-tier precision cooling tables, vacuum sizing tanks, and customized hose extrusion systems engineered for strict global production tolerances.




BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.), established in 2002, is committed to the design, manufacturing, and distribution of premium-grade plastic extrusion machinery. Leveraging 18 years of technical expertise in formulating high-end extrusion machinery in Taiwan, our parent company (KINGSWEL GROUP) expanded by constructing an advanced extrusion production base in Shanghai in 1999. Today, we command a commanding global market presence, offering tailored co-extrusion technology for dynamic seals, multi-layer hoses, and medical tubes.
Our decades-long R&D efforts are strictly focused on precision tolerance controls, high-output efficiency, end-to-end automation, and robust integrated safety features. Our systems are engineered to withstand continuous high-throughput operations in demanding industrial environments.
Years of Manufacturing Excellence
Modern Production Facility
Specialist Engineers & Staff

An authoritative engineering guide on multi-material thermoplastic vulcanizate co-extrusion processing, structural integration, and systemic quality controls.
In modern industrial manufacturing, sealing systems must maintain extreme durability, high elastic recovery, and superior resistance to thermal and chemical environments. The transition from traditional thermoset rubbers (like EPDM) to Thermoplastic Vulcanizates (TPV) has accelerated because TPVs offer equivalent sealing performance while being 100% recyclable, lighter, and easier to process. However, to produce complex profiles—such as automotive glass run channels, door seals, and construction weatherstripping—manufacturers rely on highly specialized, multi-component co-extrusion lines.
"TPV Composite Seal Co-Extrusion requires precise thermodynamic control, optimized screw designs to match the varying rheological behavior of hard and soft polymers, and robust downstream calibration to lock in complex profiles."
Standard composite seals are rarely uniform. They are composed of several materials designed to execute distinct tasks within a single profile:
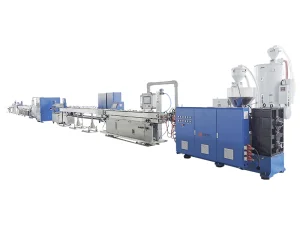
To bring these materials together, the co-extrusion line must feed multiple extruders into a single, highly engineered crosshead die. Flow balancing inside the die block is critical; if the melt velocities of the different layers do not match at the point of convergence, internal stress accumulates, leading to profile distortion, layer separation, or surface ripples.
TPVs are shear-sensitive shear-thinning materials. They consist of a fully vulcanized EPDM rubber phase finely dispersed within a continuous PP matrix. If the processing temperature exceeds the safe processing limits of the PP matrix or causes EPDM degradation, physical properties plummet. Our co-extrusion lines employ customized barrier screw designs with an L/D ratio of 28:1 or 30:1. The screws feature specific mixing zones (such as Maddock and pineapple mixers) to ensure excellent dispersion of additives and foaming agents without excessive shear heating.
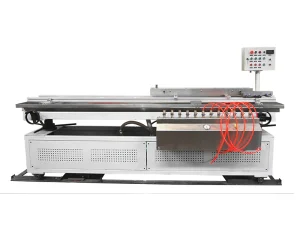
Once the profile exits the die, maintaining its geometry is paramount. Since the bulb of the TPV is often hollow and soft, standard gravity cooling is insufficient. The profile enters a vacuum calibration tank where negative pressure holds the external dimensions against a precise sizing sleeve, while high-efficiency spray nozzles cool the profile rapidly. Precise control over vacuum levels, cooling water temperature, and water flow rate prevents deformation and shrinkage.
Analyzing the core technical requirements and performance metrics requested by international sourcing departments.
Automotive OEM projects mandate tight dimensional capabilities. Extrusion lines must be fitted with online laser diameter and profile measuring systems that communicate directly with the puller to maintain real-time closed-loop adjustments.
High-efficiency AC or permanent magnet synchronous motors coupled with insulated ceramic heater bands reduce power consumption by up to 30%. Advanced melt-pump integration minimizes raw material waste during start-up cycles.
Reducing downtime is critical for high-mix, low-volume profile lines. Global procurement demands modular crossheads, quick-connect water manifolds, and fast-aligning vacuum calibrator holders to transition setups in under 30 minutes.
How BAOD Extrusion systems address the dynamic requirements of global automotive, architectural, and transport systems.
Minimizing Noise, Vibration, and Harshness (NVH) is a paramount challenge, especially for Electric Vehicles. Our TPV co-extrusion lines produce multi-durometer profiles with sponge bulbs, dense bases, and low-coefficient coatings that block outdoor wind noise and moisture entry.
Modern facades, window frames, and curtain walls require weatherseals with exceptional UV resistance, ozone resistance, and thermal insulation capabilities. TPV seals extruded on our lines maintain flexibility from -40°C to 125°C.
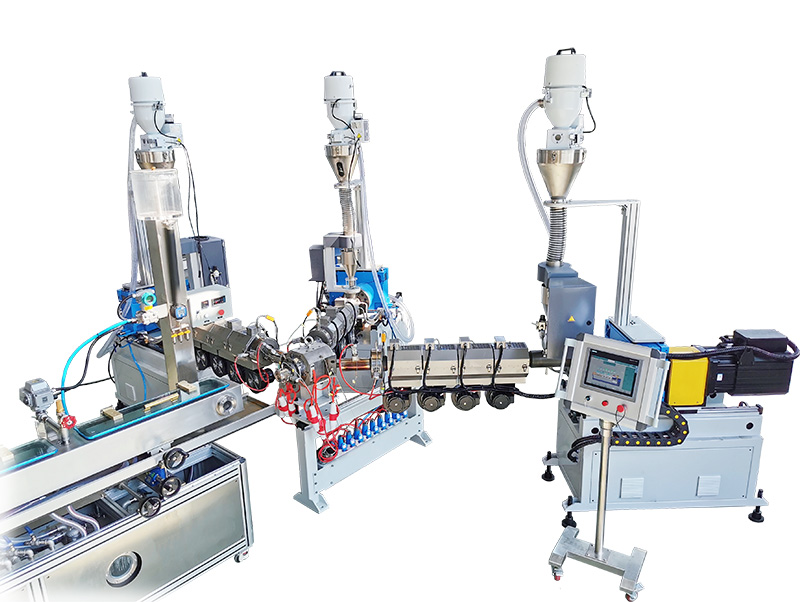
Beyond static profiles, our lines are fully configurable to extrude precision multi-layer composite hoses, single-wall corrugated sleeves, and PU/Fluorine tubes utilized in fluid conveyance and harness protection systems.
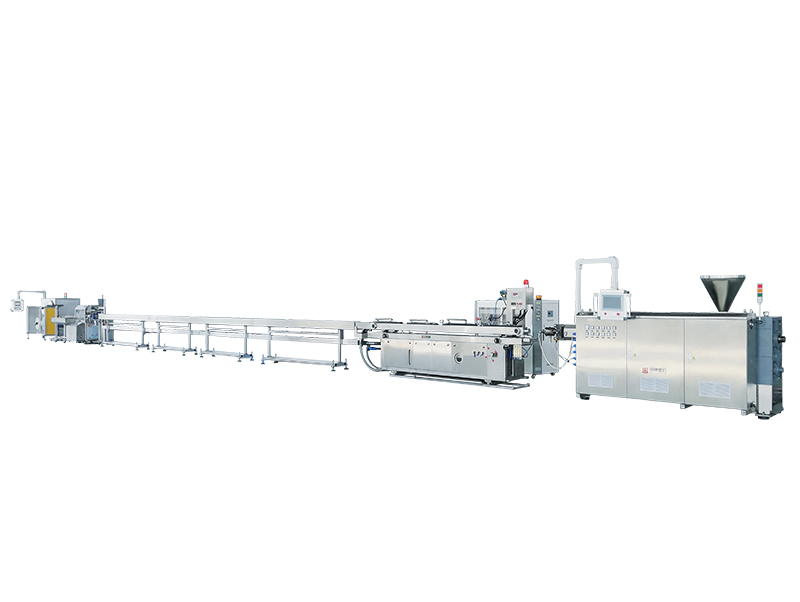
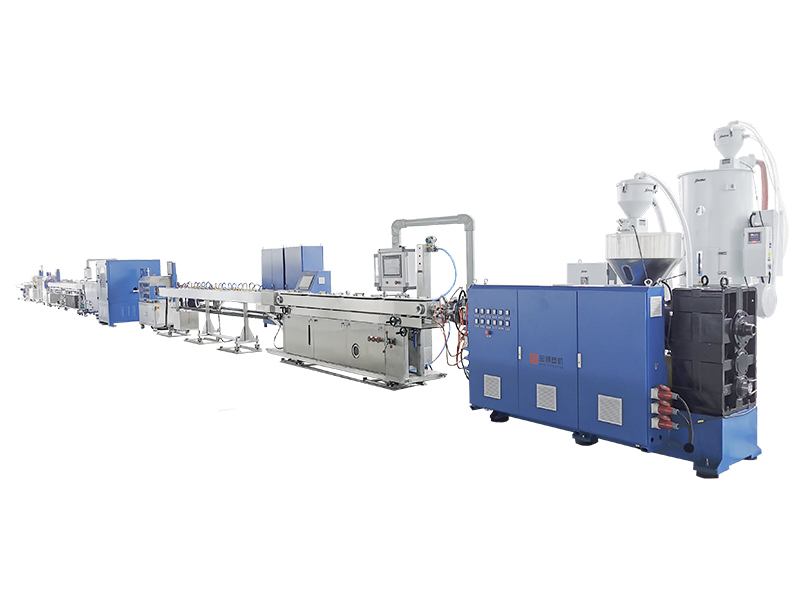
High-speed, high-efficiency equipment layouts manufactured under strict compliance standards at our 16,000 m² factory.

Designed for high-precision medical-grade and industrial small-bore tubing applications.
Ideal for automotive fuel lines, brake systems, and pneumatic application structures.
Engineered to meet cleanroom manufacturing standards with micro-fine tolerance controls.

Fast corrugation speed with stable profile molding for harness protection lines.
Combines synthetic reinforcement knitting directly inside the multi-material extrusion stream.
High-automation multi-material line with metal sheet insertion for automotive sealing strips.
Exploring the digital integrations, smart extrusion modules, and material sciences driving high-output line configurations.
To satisfy the weight-reduction demands of automotive OEMs, modern extrusion lines utilize precision supercritical fluid (SCF) injection units. Injecting nitrogen (N²) gas directly into the TPV melt under extreme pressure creates micro-bubbles within the profile bulb. When the profile exits the die, pressure drop triggers cell nucleating and expansion. This reduces profile weight by up to 30% while retaining the mechanical tensile strength and sealing performance required by Tier 1 manufacturers.
The contemporary TPV co-extrusion line integrates real-time sensors that continuously monitor melt pressure, temperature, and material flow rates. When the laser measurement gauges detect slight deviations in the seal lip dimensions, the internal computer algorithm modifies the speed of the caterpillar puller and the extrusion screw automatically. This closed-loop process decreases the scrap rate to less than 1.5%, which is a vital metric for lean automotive supply chains.
Without internal combustion engines, wind and tire noises inside EVs are far more apparent to passengers. Because of this, EV seals require high-density sliding skins and wider sealing lips. The extrusion equipment must be highly stable during high-speed co-extrusion to avoid surface defects on the sliding skin, ensuring a quiet cabin environment for premium passenger vehicles.
Exporting extrusion machinery to North America, Europe, and the Middle East requires strict adherence to international industrial electrical and safety guidelines. BAOD EXTRUSION ensures all customized lines comply with EU Machinery Directive standards, CE certification, and UL safety listing requirements.
Our standard PLC software incorporates remote maintenance modules. In case of operational concerns, our Shanghai-based electrical engineering team can access the machine configuration remotely, troubleshoot issues, and adjust variables to ensure uninterrupted output.

Stay up to date with our exhibitions, technology breakthroughs, and compliance reviews in structural tube and profile extrusion.
BAOD EXTRUSION showcased its latest R&D achievements at Booth 7.1C04, presenting "Smart Extrusion · High-Efficiency Innovation" solutions that address the growing demand for green and smart production across sectors.

In sectors ranging from mining and quarrying to large-scale infrastructure demolition, this tube—known as a shock tube or non-electric detonator—demands ultra-high wall thickness accuracy and structural stability.

This thin, flexible tube is far more than a simple conduit; internally, it is divided into several microscopic channels, or lumens, requiring precise tool engineering and stable air-injection systems during extrusion.

Learn how the world's most reputable vehicle manufacturers ensure the absolute integrity of every fuel line, brake hose, and cooling pipe buried deep within a vehicle's chassis under compliance standards.

As the shift toward electric and lightweight vehicles accelerates, modern seals require smart multi-material integration, high foaming rates, and integrated metal inserts to guarantee vehicle cabin isolation.
Expert answers to the most common questions regarding TPV co-extrusion machinery parameters and sourcing operations.
Unlike EPDM, which requires a lengthy chemical cross-linking (vulcanization) process inside heating tunnels, TPV is processed purely via thermoplastic methods. This reduces the footprint of the extrusion line, lowers energy consumption, allows the scrap material to be directly recycled, and yields lightweight components.
We employ high-precision melt pumps, gravimetric dosing systems, and dual-axis laser diameter monitoring gauges. The closed-loop controller continuously feeds back to the puller and the extruders, making microscopic adjustments to ensure cross-sectional measurements remain within tight specifications (typically +/-0.05 mm).
Our specialized crossheads are designed to feed wire carriers, slotted steel bands, or aluminum strips. The metal strips are continuously uncoiled, aligned, pre-heated, and fed through the die center, where they are encapsulated inside the rigid TPV footing.
Depending on configuration complexity, design parameters, and downstream component requirements (e.g., custom cutting modules, punchers, or bending sections), standard manufacturing time is 90 to 120 days from drawing confirmation to factory testing.
Our diverse portfolio of specialized coating lines, pullers, cutters, and precision extrusion systems built for high-throughput factories.