





Polypropylene (PP) piping systems, specifically PP-R (Random Copolymer), PP-H (Homopolymer), and PP-B (Block Copolymer), have undergone a paradigm shift from alternative plumbing components to the foundational standard of global infrastructure, chemical processing, and civil engineering fluids systems. Driven by modern requirements for corrosion resistance, prolonged operational lifespans (exceeding 50 years), and chemical inertness, the global demand for PP pipes is growing rapidly.
Today, municipal sewer infrastructure, industrial chemical piping, underfloor heating networks, and high-purity medical gas delivery routes rely heavily on high-precision extruded PP tubes. The transition from legacy metallic lines (copper, galvanized steel) to lightweight thermoplastics is driven by economic and performance imperatives: PP avoids electrochemical decay, resists calcification, and maintains structural integrity across wide thermal boundaries (-20°C to +95°C). Consequently, purchasing decisions for production lines are no longer based simply on capital expenditure. Industrial buyers demand high efficiency, exact dimensional tolerance control, and complete automation to maintain profitability amidst fluctuating resin prices.
The preferred choice for domestic hot and cold water plumbing. Engineered for high hydrostatic pressure tolerance and prolonged thermal resistance.
Excellent for chemical process piping and industrial discharge. Offers superior chemical resistance, high stiffness, and outstanding high-temperature stability.
Formulated for impact strength at low temperatures. Ideal for underground drainage systems, sewer conduits, and industrial cooling loops.
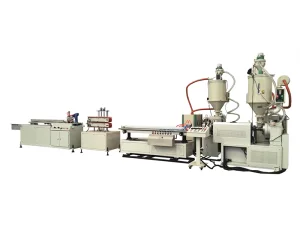
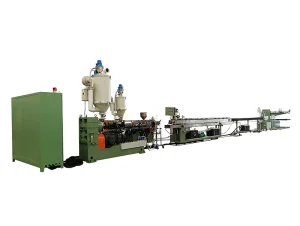
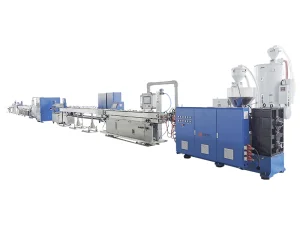
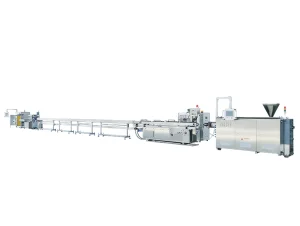
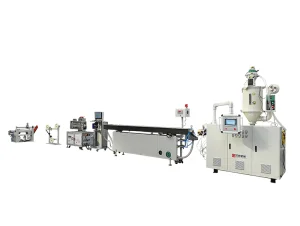
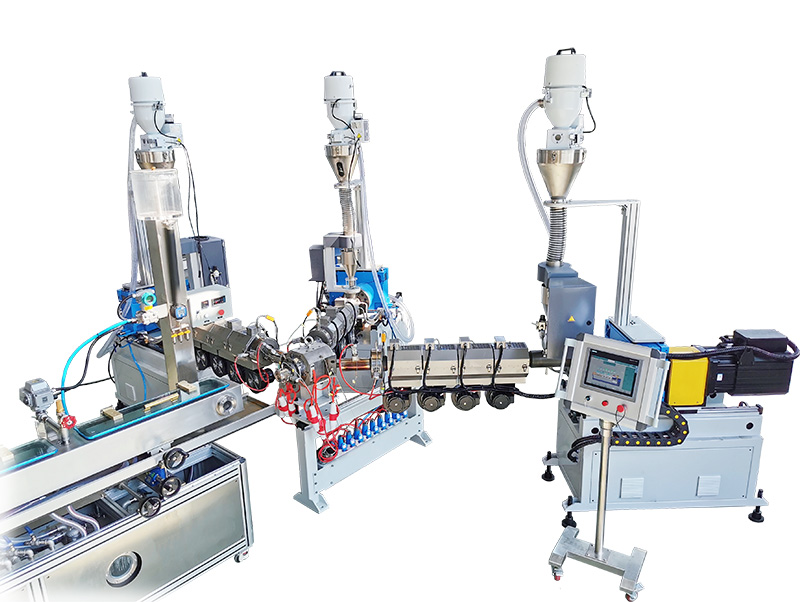
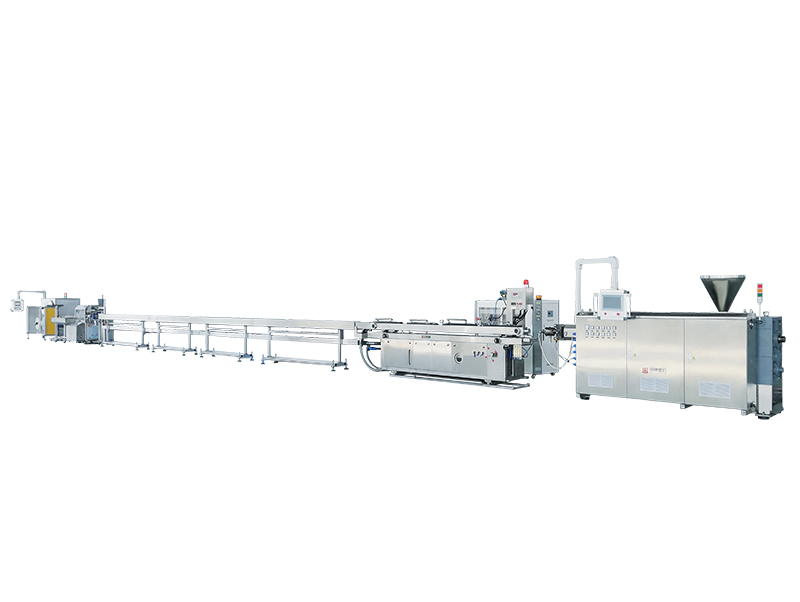
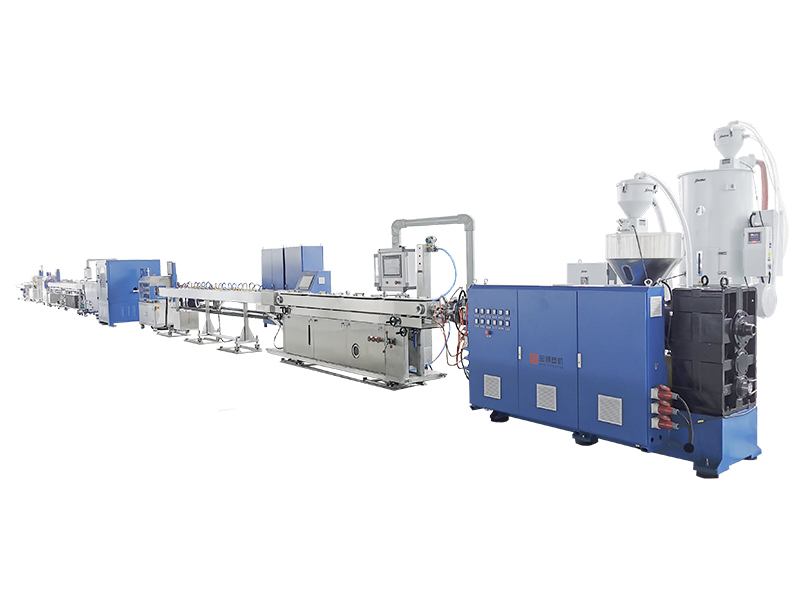
A high-output, reliable PP pipe extrusion line is a complex integration of fluid mechanics, thermodynamic control, and precision motion engineering. Achieving consistent wall thickness, ovality tolerances under 0.1mm, and a flawless surface finish requires every subsystem of the line to operate with strict synchronization:
Precision PP extrusion relies on a specialized Single-Screw Extruder (e.g., our SJ Series). Unlike general-purpose extruders, custom PP screws feature a specific L/D (Length/Diameter) ratio of 30:1 or 33:1, coupled with a barrier screw profile and a barrier mixing section. This configuration ensures uniform plasticization without shear degradation of the molecular chains, keeping the physical properties of the PP resin intact. Barrel heating zones are equipped with high-efficiency ceramic heaters and cooling fan combinations to regulate melt temperature within ±1°C.
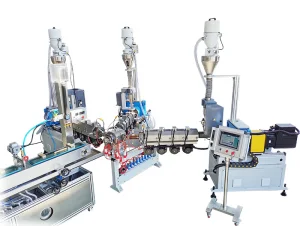
For multi-layer configurations (such as fiber-reinforced PP-R or oxygen-barrier systems), we utilize spiral distributor co-extrusion die heads. The spiral design ensures uniform distribution of the melt pressure, eliminating weld lines that can weaken the pipe. Internal pipe air-cooling systems (IPC) are incorporated into larger lines to speed up crystallization and reduce the length of cooling baths.
The molten PP tube enters a high-precision vacuum calibration tank. Under precise vacuum control, the soft thermoplastic is drawn against a custom-designed calibration sleeve. Our sizing tanks feature automatic closed-loop vacuum regulation, maintaining negative pressure levels with minimal variance. This setup ensures the tube's outer diameter remains constant under varying speeds and temperature conditions.
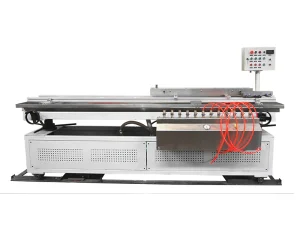
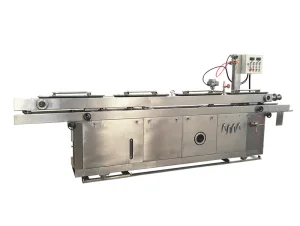
Pulling speed must match extruder output to prevent wall deformation. We utilize multi-caterpillar haul-offs driven by servo motors to ensure consistent speed. Cutting units (such as our FQ Series Rotary Fly Knife or SC Series Saw Blade Cutters) are synchronized via PLCs to execute clean cuts without deformation, producing finished pipes ready for jointing.
BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.), founded in 2002, is dedicated to the design, manufacture, and sales of high-precision plastic extrusion equipment. Leveraging 18 years of design and manufacturing experience in Taiwan, the original parent company (KINGSWEL GROUP) established our core production facility in Shanghai in 1999, later expanding to our state-of-the-art manufacturing center in Jiangsu.
With 25 years of experience in plastic extrusion, our engineering teams focus on research and development across four key domains: precision extrusion technology, high-efficiency output, automated processes, and comprehensive operator safety protection systems. We bridge the gap between heavy industrial reliability and smart digital control.
In the competitive global plastics extrusion industry, cost-efficiency and delivery speed are critical factors. Chinese manufacturers, led by innovators like BAOD EXTRUSION, offer a unique value proposition that combines competitive pricing with high-end technology and rapid build cycles.
Located in the industrial hub of Jiangsu, we source premium alloys, heating components, and mechanical assemblies locally. This concentration reduces lead times and logistics costs.
Unlike rigid Western assembly models, we customize lines to match specific plant layouts, electricity configurations, and regional material variations without extending delivery times.
Every custom PP line undergoes comprehensive testing at our 16,000m² facility. We test under production loads using the client's material grades before disassembly and shipping.
Modern industrial and municipal setups require specialized piping. Custom PP extrusion lines are configured to meet these varied demands, ensuring each pipe matches its intended application:
Automotive fuel lines, cooling lines, and vacuum systems demand high-precision small diameter tubes. Our lines extrude single and multi-layer PA/PP tubes with tight tolerances to withstand chemical exposure and thermal cycles.
High-purity medical tubes (PVC, TPU, PP) require sterile production and minimal variation. Our systems offer clean-room compatibility, automated dimension feedback, and precise cut lengths.
High-speed corrugated forming machines produce single and double-wall corrugated PP/PE pipes. These pipes are used for drainage, stormwater routing, and underground electrical conduits.
Fiber-optic networks use HDPE/PP micro-ducts with internal silicone ribs. Our extrusion setups integrate inline ribbing and co-extrusion for easy cable blowing over long distances.



As industrial manufacturing moves toward digital integration and reduced environmental footprints, PP pipe extrusion lines are evolving along three main lines:
Modern extrusion systems are shifting from manual adjustments to digital twin monitoring. Standard control panels are being replaced by PLC platforms (like Siemens S7-1500 or Beckhoff systems) that track real-time parameters, melt pressure, vacuum stability, and motor loads. Automated feedback loops adjust puller speeds or melt temperatures dynamically when a dimension starts to drift, minimizing waste.
Extrusion lines are energy-intensive, particularly during continuous melting and cooling phases. Our designs use PM AC Synchronous Motors and direct-drive torque configurations instead of traditional gearboxes, cutting drive energy consumption by up to 15%. Additionally, heat energy from the barrel is recycled through insulated ceramic heater jackets, reducing thermal losses and plant heat loads.
Pure polypropylene is sometimes modified to enhance specific properties. In three-layer co-extrusion systems, the middle layer is formulated with fiberglass (PP-R/Fiber/PP-R), reducing linear thermal expansion by up to 70% compared to single-layer pipes. The co-extrusion process must be carefully controlled to ensure strong bonding between layers without delamination.
Selecting the right extrusion machinery manufacturer is a long-term capital decision. Engineering and procurement directors should evaluate candidates based on clear technical metrics rather than purchase price alone:

BAOD EXTRUSION presented its latest R&D achievements at Booth 7.1C04, showcasing "Smart Extrusion & High-Efficiency Innovation" designs to the global market...

Detailing the precision engineering required to produce safe, high-reliability plastic detonating tubes for mining and infrastructure demolition...

A comparison of Chinese and European manufacturing standards for high-precision, medical-grade multi-lumen tubing extrusion...

An inside look at the quality control systems used to manufacture automotive fluid lines, brake hoses, and cooling tubes...

Analyzing market trends in automated sealing strip extrusion, including TPV recycling and inline quality monitoring...
For PP-R, which is sensitive to shear force and thermal history, an L/D ratio of 30:1 to 33:1 is recommended to ensure uniform melting without thermal degradation. PP-H can be processed with a slightly shorter L/D ratio, but a longer design helps ensure optimal color masterbatch mixing.
Water temperature directly controls the crystallization rate of the polypropylene. If the cooling water is too cold, it can lock in internal stress, causing pipe warpage or brittleness. If the water is too warm, the pipe may deform in the puller. The primary calibration zone is typically held between 15°C and 20°C, and subsequent cooling zones are managed in stages.
Adding a middle layer composed of a PP and fiberglass compound reduces the coefficient of linear thermal expansion (CLTE) of the pipe by up to 70%. This prevents the pipe from expanding or sagging when carrying high-temperature fluids.
We use gravimetric dosing systems to manage material feed rate, combined with ultrasonic wall thickness measurement systems downstream. These systems communicate with the PLC to automatically adjust puller speed and screw speed, maintaining critical tolerances in real time.