BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.), established in 2002, has positioned itself at the vanguard of plastic extrusion innovation. We specialize in designing, engineering, and manufacturing world-class plastic extrusion systems tailored to demanding global applications. Built upon a 25-year foundation of designing and fabricating high-tolerance machinery in Taiwan, our parent organization (KINGSWEL GROUP) expanded our operations in 1999 by establishing a cutting-edge production base in Shanghai, subsequently developing into the modern industrial hub we operate today.
Our engineering ethos balances technical precision with high efficiency and robust machine automation. Over the decades, we have continuously modernized our systems to include Industry 4.0 IoT analytics, remote diagnostics, and energy-conserving thermal control systems. Our commitment is simple: providing industrial manufacturers with reliable, highly customized extrusion solutions that reduce downtime, optimize resin utilization, and elevate product quality standards.
Monofilament extrusion lies at the intersection of material science and mechanical precision. In contrast to multi-filament or yarn extrusion, monofilaments are single, continuous strands of synthetic polymer extruded through specialized dies, cooled, and subsequently oriented (drawn) through thermal-mechanical processes to maximize tensile strength. Historically used primarily for agricultural netting and fishing lines, modern industrial demands have expanded monofilament applications into aerospace composites, medical sutures, structural filtration meshes, and advanced 3D printing filaments (FDM).
Today's market demands tighter dimensional controls, with tolerances reaching down to the micrometer level. Innovations in screw geometry, melt pumps, and closed-loop diameter measurement systems ensure that thermal degradation is minimized while output consistency is maximized. The integration of advanced polymer blends—such as Polyetheretherketone (PEEK), Polyvinylidene Fluoride (PVDF), and bio-based Polylactic Acid (PLA)—requires custom-tailored extrusion lines with high corrosion resistance and high melt-temperature capabilities (reaching up to 400°C).
Global procurement teams in Europe, North America, and Southeast Asia are no longer searching merely for a standard extrusion line; they are looking for comprehensive engineering partnerships. Critical procurement indicators have shifted from upfront equipment cost toward Total Cost of Ownership (TCO) and long-term output reliability. Procurement managers evaluate suppliers based on:
Leveraging China's world-class supply chain ecosystem, BAOD EXTRUSION has integrated Industry 4.0 manufacturing processes at our 16,000 m² facility. Through digital design suites, precision CNC machining, and rigorous assembly testing, we control every step of the value chain. This localized vertical integration yields significant advantages for our global clients:
Precision thermal barriers and energy-efficient motor configurations reduce operational expenses by up to 30%.
Real-time analytics, remote troubleshooting diagnostics, and automated control loops minimize manual intervention.
Fully compliant with CE, UL, and national safety standards, protecting your factory workforce and raw assets.



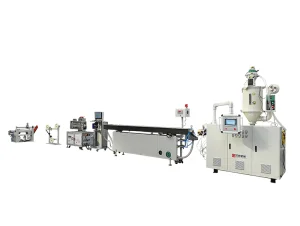
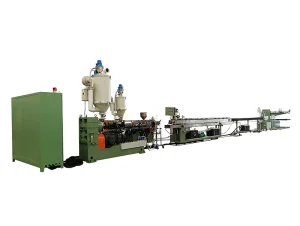
To produce monofilaments with consistent tensile strengths and perfectly round cross-sections, the extrusion line components must work in perfect synchronization. Below is an engineering overview of the system architecture:
The core extruder utilizes a highly specialized screw design (often with barrier flights and mixing sections) to guarantee uniform melt plasticization. To eliminate output pulsations caused by screw rotation, a high-precision gear-type melt pump is positioned between the extruder and the die. This pump delivers a continuous, metered volume of polymer, maintaining pressure stability down to ±0.5 bar, which is vital for preventing variation in the monofilament diameter.
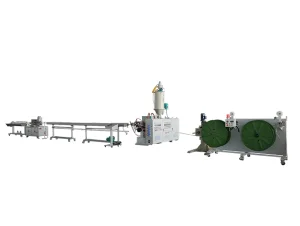
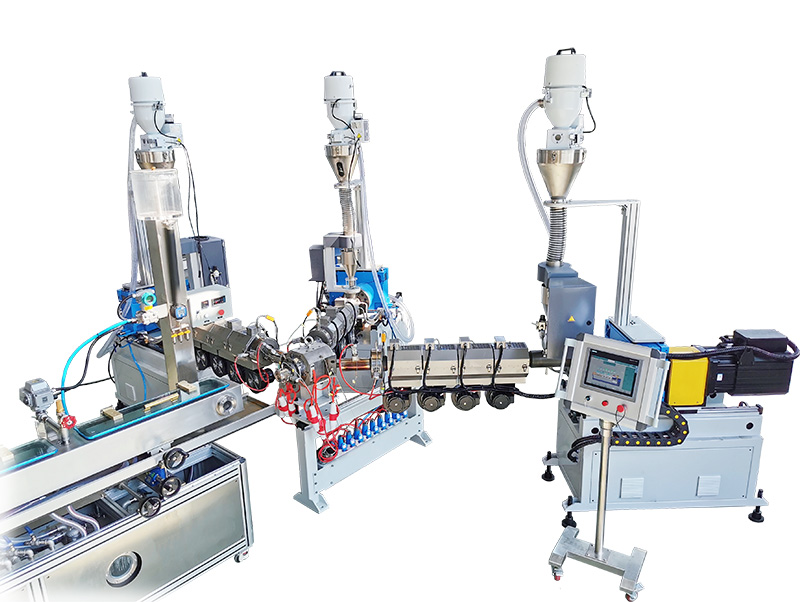
Immediately after exiting the spin-pack die, the molten polymer strands enter a water bath. The water temperature must be precisely controlled (using closed-loop heating/cooling circuits) because the rate of crystallization during cooling determines the drawing properties of the monofilament. Rapid quenching produces an amorphous structure, which is ideal for achieving high draw ratios in subsequent stages.
The mechanical properties of a monofilament—such as modulus, tensile strength, and elongation at break—are primarily developed in the drawing section. The monofilaments pass through a series of heated godet rollers running at progressively higher speeds. By varying the speed ratio between the godets (draw ratio), the polymer chains are aligned along the longitudinal axis of the fiber, exponentially increasing the material's strength.
Custom monofilament extrusion lines serve vastly different application areas depending on the regional and economic focus of the purchasing enterprise:
A melt pump acts as a metering device that isolates the extrusion die from the pressure and output fluctuations generated by the extruder screw. By ensuring a steady, pulsation-free feed to the spin-pack die, it allows manufacturers to achieve extremely tight tolerances on monofilament diameters, which is critical for medical and industrial-grade monofilaments.
The draw ratio represents the speed differential between the feeding and stretching godet rollers. A higher draw ratio aligns the polymer's molecular chains parallel to the monofilament strand, increasing its tensile strength and stiffness while decreasing its elongation-at-break. This ratio must be calibrated carefully based on the polymer (e.g., Nylon-6 vs. PEEK) to prevent fiber breakage.
If the cooling water is too cold or too hot, it affects the polymer's rate of crystallization. Rapid, controlled cooling (quenching) keeps the polymer in a highly amorphous phase, which is easier to stretch and draw uniformly without breaking. Modern systems utilize PID controllers to keep water temperature variations within ±0.5°C.
Yes, but with caveats. Processing materials with widely different melting points (such as PP at 160°C and PVDF at 175°C, or PEEK at 340°C) requires screws designed for specific shear rates, and the barrel must have heating bands capable of reaching those temperatures. Extruders designed by BAOD can be customized with modular screws and advanced heating controllers to maximize material versatility.

BAOD EXTRUSION showcased its latest R&D achievements at Booth 7.1C04, presenting “Smart Extrusion · High-Efficiency Innovation” solutions...

In sectors ranging from mining to infrastructure demolition, the detonating tube remains a critical safety component. BAOD provides highly customized lines...

Comparing performance and alignment metrics of Chinese multi-lumen extrusion technology with European competitors, noting significant improvements in tolerance controls...

Explores the technical compliance metrics and quality control frameworks BAOD employs to secure automotive industry component verification...

A look at the upcoming automation trends in automotive weatherstripping extrusion, centering on material co-extrusion and dynamic cooling technologies...