In the field of high-precision industrial manufacturing, procuring plastic extrusion tooling is not merely a purchase—it is a critical investment that directly dictates the quality, yield, and long-term cost efficiency of the production process. Extrusion tooling, comprising the extrusion die head, calibrators, and cooling tanks, acts as the primary geometry-defining element in plastic processing. The final pricing is influenced by factors ranging from structural complexity and material composition to high-tolerance engineering demands.
Global procurement teams must balance the initial tooling cost with the expected lifetime output. Modern procurement methodologies look beyond simple pricing tags to focus on Total Cost of Ownership (TCO), where a tool's durability, maintenance frequency, and line-speed potential are prioritized to achieve the lowest cost per unit produced.
Different application fields dictate radically different tooling designs. Below is an analytical breakdown of how plastic profile complexity, material grade, and engineering processes correlate with cost structures globally.
| Tooling Type / Profile | Material Complexity | Tolerance Requirement | Relative Tooling Cost | Expected Lifespan |
|---|---|---|---|---|
| Single-Lumen Precision Tubing (Medical) | Fluoropolymer, PA, PVC | ± 0.01 mm to ± 0.02 mm | Medium - High | 5,000,000+ meters |
| Multi-Lumen Catheter Tooling | TPU, Pebax, FEP | ± 0.005 mm | High | 2,000,000+ meters |
| Multi-Layer Automotive Corrugated Hose | PA11/PA12, TPV, EVOH | ± 0.05 mm | Very High | 8,000,000+ meters |
| HDPE Silicone Core Microduct Tooling | HDPE + Silicone Co-extrusion | ± 0.1 mm | Medium | 10,000,000+ meters |
| TPV/PVC Automobile Sealing Strips | TPV + EPDM Metal Insert | ± 0.15 mm | High | 4,000,000+ meters |
Modern extrusion tools undergo polymer rheology simulations to optimize channel flow balancing and avoid dead zones, ensuring even melt velocity distribution.
For custom multi-lumen profiles, wire EDM allows precision cuts accurate to the micrometer, significantly mitigating dimensional variation over production cycles.
Applying PVD (Physical Vapor Deposition) chromium nitride coatings increases hardness and prevents corrosion when extruding corrosive compounds like PVC or Fluoropolymers.
BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.), founded in 2002, is dedicated to the design, manufacturing, and global distribution of high-performance plastic extrusion equipment. Leveraging over 18 years of advanced extrusion design and fabrication experience inherited from Taiwan, the original parent company (KINGSWEL GROUP) established the primary extrusion machinery manufacturing base in Shanghai in 1999.
Today, with 25 years of accumulated plastic extrusion engineering excellence and a massive 16,000 square meter state-of-the-art facility, BAOD focuses on pushing the limits of speed, accuracy, and automation across diverse processing lines.

The emergence of "China Factory 4.0" signifies a major paradigm shift in tooling manufacturing. Through automated CNC machineries, networked production management (MES), and integrated supply chains, Chinese manufacturers can optimize material sourcing, machining sequences, and quality verification workflows.
By localizing the raw tool-steel supply network and utilizing standardized components alongside specialized custom dies, Chinese factories minimize turnaround times while maintaining strict precision. This efficiency lowers tooling costs by 30% to 50% compared to Western counterparts, without compromising tolerance control or operational lifespan.
Direct proximity to steel manufacturing bases, raw component suppliers, and regional logistics hubs streamlines production timelines.
Using CMM (Coordinate Measuring Machines) and laser scanners to check die channels, guaranteeing structural integrity before shipment.



From April 21–24, CHINAPLAS 2026 was successfully held at the National Exhibition and Convention Center (Shanghai, Hongqiao). BAOD EXTRUSION showcased its latest R&D achievements at Booth 7.1C04, presenting “Smart Extrusion · High-Efficiency Innovation” solutions that...

In the controlled environment of a modern industrial facility, a single, hair-thin plastic tube wound onto a reel might seem unremarkable to the untrained eye. However, in sectors ranging from mining and quarrying to large-scale infrastructure demolition, this tube—known...

In the sterile, quiet environment of a modern medical facility, a clinician prepares a complex catheter for a critical procedure. This thin, flexible tube is far more than a simple conduit; internally, it is divided into several microscopic channels, or lumens, each desi...

How do the world's most reputable vehicle manufacturers ensure the absolute integrity of every fuel line, brake hose, and cooling pipe buried deep within a vehicle’s chassis? Why has the shift toward electric and lightweight vehicles made the precision of these small-dia...

As the twilight sun reflects off the sleek, aerodynamic curves of a modern electric vehicle parked in a bustling metropolitan street, few observers notice the quiet, critical components ensuring the cabin remains a sanctuary of silence and temperature control. Behind the...
To remain competitive globally, processors must select tooling systems built with advanced wear-resistant coatings. In this whitepaper, our engineering team breaks down the performance variations between chrome-plated, PVD-nitrided, and untreated tool steel structures.
To understand the actual cost metrics of plastic extrusion tooling, we must explore the physics of melt rheology and die mechanics. An extrusion die does not merely direct molten material; it acts as a high-pressure regulator that controls polymer chain relaxation, melt fracture, and swell ratios. When selecting a manufacturer, tooling engineers assess several technical variables to optimize performance.
Standard tooling utilizes carbon steels that degrade quickly under abrasive resins like glass-filled PA or corrosive polymers like PVC. BAOD Extrusion utilizes high-purity, vacuum-degassed tool steels (e.g., DIN 1.2316 or AISI H13) that undergo rigorous through-hardening. This reduces the risk of stress cracking and localized pitting in the flow channel, guaranteeing stable dimensional output over long manufacturing runs.
A poorly designed flow channel creates stagnation points where polymers degrade. Overheated polymer fractions can lead to micro-voids, structural failure, and poor surface finishes on the extruded profiles. Modern tooling design utilizes 3D CAD modeling and finite element method (FEM) software to simulate melt flow. This ensures that the pressure remains uniform across the die face, reducing wall thickness variations to within fractions of a millimeter.
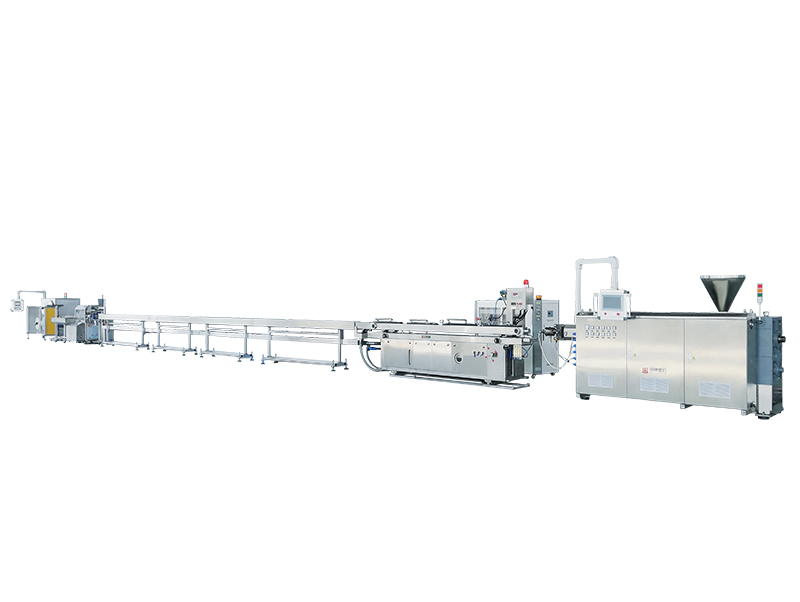
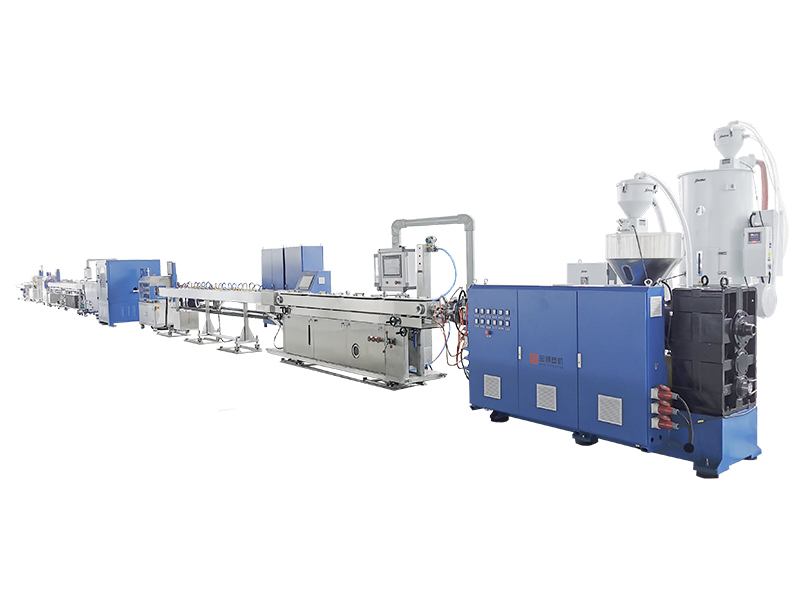
Extruding tubes and profiles with thin walls or micro-lumens requires precise calibration systems. Vacuum sizing sleeves shape the material immediately as it exits the die. The cooling design within these calibrators must be carefully engineered to prevent thermal shock, which can warp the profiles. Modern calibration systems feature independent vacuum zones and optimized water flow pathways, allowing for stable production at high speeds.
Extrusion tooling cost is primarily driven by three parameters: metallurgy (the grade of tool steel utilized, e.g., H13, 3Cr17Mo, or carbide inserts), geometric complexity (such as multi-layer co-extrusion paths, complex multi-lumen chambers, or corrugated wall profiles), and dimensional tolerance requirements. High-tolerance medical tooling requires microscopic EDM processing, which commands higher pricing compared to standard industrial pipe tooling.
Chinese manufacturers offer cost advantages due to a highly integrated industrial ecosystem, lower material costs for certified steels, and optimized manufacturing processes under Industry 4.0. Precision-grade tool machining is achieved at reduced costs through localized supply chains, optimized machining routines, and high-volume operations, all without compromising quality.
Highly corrosive polymers, such as PVC or fluoropolymers, require dies constructed from corrosion-resistant tool steels (like DIN 1.2316 or high-purity stainless steels) or specialized surface coatings like chromium plating or PVD. Standard polymers like HDPE and PP can utilize conventional hardened tool steels, which helps lower tooling costs.
Under recommended operational pressures and standard maintenance schedules, a hardened tool steel extrusion die from BAOD can process between 5 million to 10 million linear meters. Abrasive materials, such as glass-filled polymers, will naturally shorten tooling lifespan and require more frequent maintenance cycles.
Co-extrusion dies route different polymer streams into a single profile. This requires complex manifold designs to balance pressure and velocity differences between the layers, preventing delamination. Because co-extrusion tooling requires highly detailed design work and multi-part assembly, its cost is significantly higher than that of single-layer dies.
For demanding applications like medical catheters or micro-lumen automotive tubes, BAOD's precision extrusion lines and custom tooling systems can maintain tolerances down to ±0.005 mm. This accuracy is supported by our advanced CNC machining capabilities and optical calibration feedback loops.