



Automobile propulsion technologies have fundamentally shifted over the last decade, transitioning from internal combustion engines (ICE) to hybrid powertrains (PHEV) and battery electric vehicles (BEVs). With this rapid evolution comes a complete redesign of automotive cooling and thermal management architectures. Modern automotive cooling systems require higher temperature resistance, lighter components to extend electric range, and exceptional chemical inertness to resist aggressive synthetic coolants and glycol-based solutions. Under these constraints, traditional single-layer rubber hoses or metal piping configurations are increasingly obsolete.
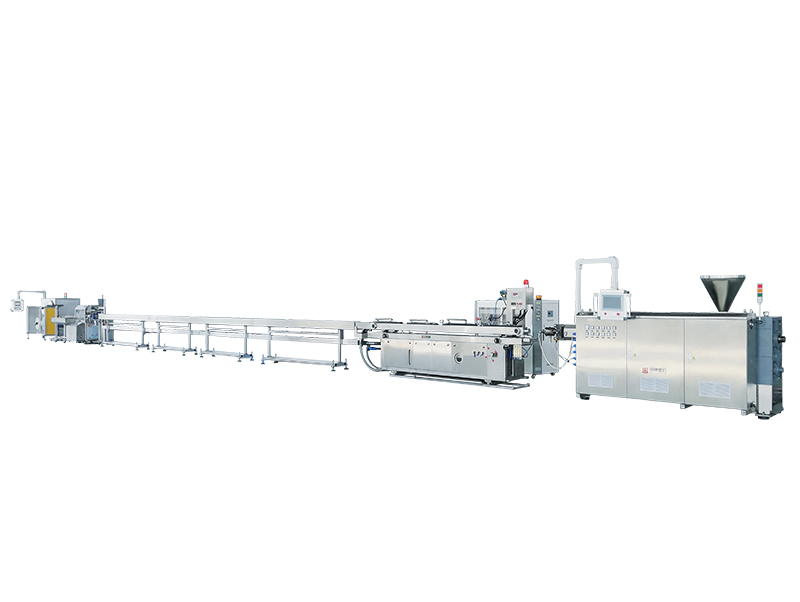
The industry benchmark is now the three-layer Polyamide (PA) extruded tube. These components are specifically engineered to offer dynamic mechanical properties that single-layer structures cannot deliver. Typically composed of an inner layer (specifically selected for chemical compatibility and low swelling), an adhesive middle bonding layer, and an outer shell (highly resistant to mechanical wear, high temperatures, and road debris), 3-layer PA tubes represent the apex of fluid-handling engineering in automotive assembly lines. Sourcing the industrial equipment necessary to produce these tubes to precise micron-level tolerances is critical for Tier-1 automotive component manufacturers globally.
In a standard 3-layer automotive cooling setup, the layers function as follows:
1. Inner Layer (PA12 or PA612): Direct contact with cooling fluids. Requires minimal swelling, low monomer leaching, and long-term hydrolysis stability up to 130°C.
2. Middle Layer (Co-polyester or Polyolefin Adhesive): Establishes a permanent structural bond to prevent delamination during high-frequency vibration and thermal cycling.
3. Outer Layer (PA12, PA6, or PA11): Resistant to impact, zinc chloride, engine compartment heat, and moisture absorption.
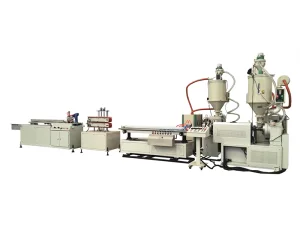
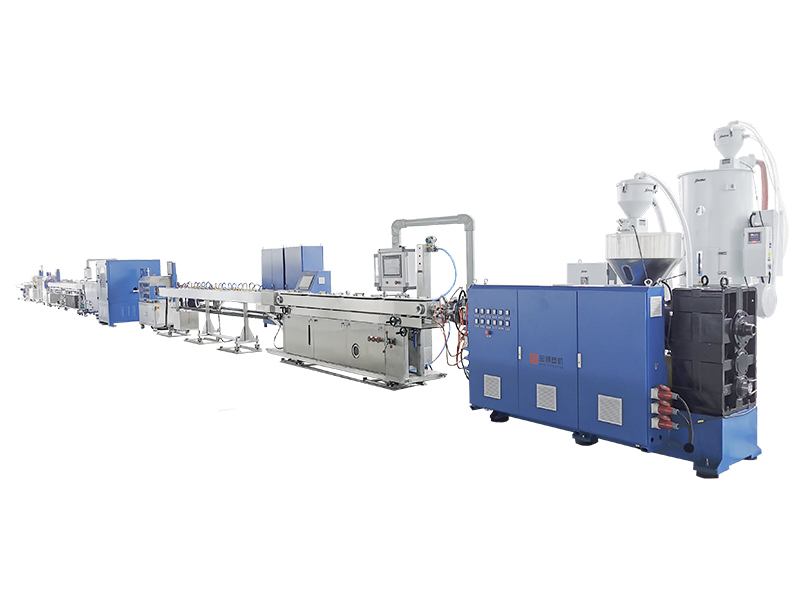
Jiangsu Baodie Automation Equipment Co., Ltd. (known globally as BAOD EXTRUSION) has pioneered the development of high-speed co-extrusion technology to address the stringent requirements of international automotive standards. Building on our 25-year design and manufacturing foundation inherited from our Taiwanese origins (KINGSWEL GROUP, established in 1999, followed by our Shanghai base and subsequent expansion), we design multi-layer extrusion systems that maintain total dimensional stability at high throughput rates.
Founded on rigorous engineering principles, BAOD EXTRUSION dedicated its R&D resources early on to precision plastic extrusion equipment. Our historical roots trace back to 1999, when Kingswel Group established an extrusion machinery production facility in Shanghai. Over the past quarter-century, this focus has evolved into a comprehensive suite of highly automated machinery tailored for high-tolerance industrial applications.
Today, working from our 16,000 square meter facility with over 100 specialists, we focus on four key technological axes:
Delivering tolerance control down to +/- 0.05 mm, ensuring multi-layer structural uniformity and compliance with strict automotive limits.
Optimizing throughput speeds and material yield with high-speed, temperature-stable single and multi-screw configurations.
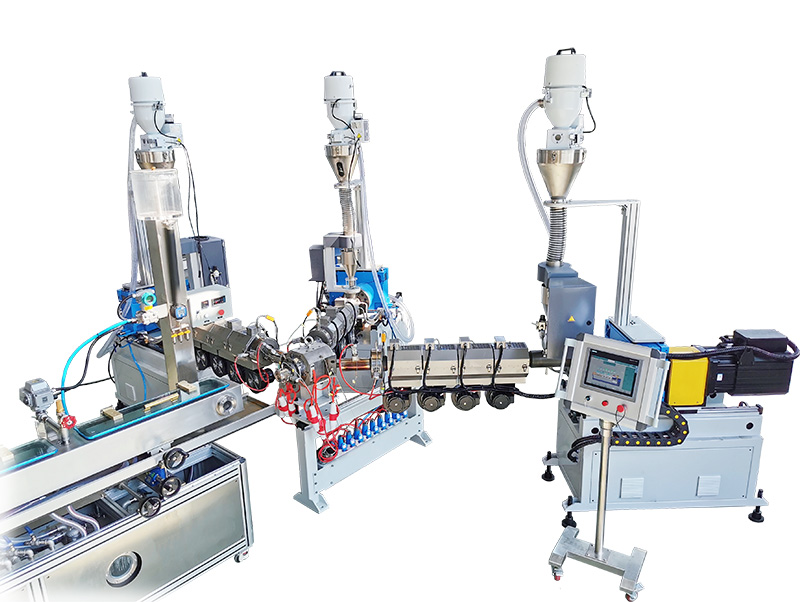
Integrating Siemens PLC human-machine interfaces, gravimetric raw material feeders, and automated feedback loops for closed-loop control.
Incorporating intelligent torque limiters, overheat containment systems, and pressure release mechanisms for secure, 24/7 operations.



Procurement teams at international automotive OEM and Tier-1 suppliers evaluate equipment vendors based on overall equipment effectiveness (OEE), international compliance, and local post-sales support. BAOD EXTRUSION understands these operational priorities. Designing a high-precision multi-layer extrusion line requires complete alignment with global manufacturing codes, including CE marking, UL electrical certifications, and regional safety guidelines (such as OSHA for North America and ATEX zones where applicable).
We supply turnkey commissioning solutions by deploying engineering teams directly to client facilities. This ensures the installation matches local safety requirements, utility supplies, and factory layouts.
All BAOD machinery undergoes strict quality audits. From raw steel sourcing to component stress testing, our processes align with ISO 9001 and CE directives, ensuring seamless compliance audits.
Equipped with remote gateway hardware, our engineering team in China can perform diagnostic evaluations, software modifications, and operational tuning for clients globally, minimizing downtime.
Additionally, material compliance is a priority. Extruded multi-layer tubes must comply with strict environmental regulations, including REACH, RoHS, and California Proposition 65. Extrusion temperatures must be controlled within ±1°C to prevent thermal degradation of the Polyamide matrices. BAOD’s precision temperature control algorithms prevent degradation, ensuring that the finished tubes consistently meet requirements for tensile strength, elongation, burst pressure, and inter-layer adhesion.
Sourcing your 3-layer PA tube extrusion equipment from China delivers significant capital and operational benefits. Located in Jiangsu province, at the center of the world's largest precision manufacturing corridor, BAOD EXTRUSION utilizes a highly optimized supply chain. This ecosystem offers immediate access to specialized metallurgical processes, precision CNC machining centers, and raw material suppliers.
Key benefits of this regional supply chain include:
Purchasing a BAOD extrusion line provides both cost efficiency and engineering reliability. Our design standards are inherited from our Taiwanese parent company's 25 years of extrusion technology experience, offering a balanced combination of quality and value.

Apr/30/2026
BAOD EXTRUSION showcased its latest R&D achievements at Booth 7.1C04, presenting "Smart Extrusion & High-Efficiency Innovation" solutions that drew global acclaim.

Mar/26/2026
Exploring modern blasting applications, BAOD's precision controls ensure total reliability for safety-critical detonating tube manufacturing.

Mar/23/2026
A detailed comparison of medical-grade tubing tolerances, design compliance, and high-efficiency extrusion architectures between global manufacturing centers.

Mar/19/2026
How the world's most reputable vehicle manufacturers ensure the absolute integrity of every fuel line, brake hose, and cooling pipe in modern vehicle chassis.

Mar/17/2026
Exploring aerodynamic design and sealing integrity trends in modern electric vehicles using advanced TPV/PVC co-extrusion setups.
Traditional ICE cooling systems operate at high temperatures, but with lower flow rates. In contrast, modern electric vehicle battery packs require cooling loops that can dissipate heat during rapid charging and heavy discharge cycles. The fluid routing systems around EV battery cells utilize long, complex geometries. Extrusion lines producing these lines must guarantee absolute consistency in wall thickness and inner roundness to prevent coolant flow restrictions and pressure drops.
Automobile OEMs are prioritizing lower carbon footprints, driving demand for bio-based polyamides (such as PA11 derived from castor oil). The processing windows for bio-polyamides can differ significantly from petroleum-based alternatives. BAOD’s extrusion systems feature screw geometries optimized for clean melting, preventing thermal shear and degradation of alternative polymers.
Relying on post-production quality checks is no longer sufficient. Modern extrusion lines incorporate inline wall thickness measurements, laser outer-diameter checks, and visual inspection cameras. These sensors feed real-time measurements back to the PLC system, which automatically adjusts line speeds or extruder RPMs to keep dimensions within specified tolerances.
Location: Stuttgart, Germany - Tier-1 Automotive Fluid Systems Plant.
Requirement: A high-output extrusion line to produce 3-layer PA12/Adhesive/PA12 fuel and coolant lines.
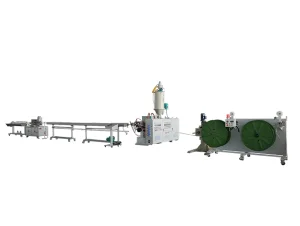
Solution: BAOD deployed a customized co-extrusion setup equipped with high-speed calibration and automated double-station winding.
Results: Production yield reached 98.6%, maintaining a continuous line speed of up to 45m/min while holding wall thickness tolerances within ±0.03mm.