


Global Automotive Demands & The Polyamide Transition
In the modern automotive manufacturing landscape, the shift toward lightweight design, lower carbon emissions, and advanced thermal management has completely redefined fluid transfer systems. Historically, single-layer metal lines or elastomer hoses were sufficient. However, modern Internal Combustion Engines (ICE), hybrid platforms, and Battery Electric Vehicles (BEVs) demand complex structural capabilities that only multi-layer thermoplastic tubing can provide.
Polyamide (especially PA11, PA12, PA6, and PA612) has emerged as the global material of choice. The implementation of a 2-layer PA tube co-extrusion line represents the state-of-the-art method to achieve functional segregation within fluid pathways. In a classic 2-layer co-extrusion configuration:
• The Inner Layer (often modified PA6 or PA612) provides superior resistance to chemical attack by modern hydrocarbons, fuel additives, and ethylene glycol-water cooling agents.
• The Outer Layer (predominantly PA12 or PA11) delivers outstanding impact resilience under low temperatures, resistance to environmental stress cracking, road salts, and thermal degradation.
Why Tier-1 Automotive Manufacturers are Upgrading Production Lines
Increasingly stringent EV safety regulations and Euro 7 standards restrict vapor permeation rates to near-zero. Multi-layer co-extrusion lines are no longer an optional upgrade—they are the baseline requirement to achieve consistent wall thickness tolerances (within ±0.03mm) and reliable interlayer adhesion without structural delamination under dynamic stress.
Technical Roadmap: 2-Layer PA Tube Extrusion Infrastructure
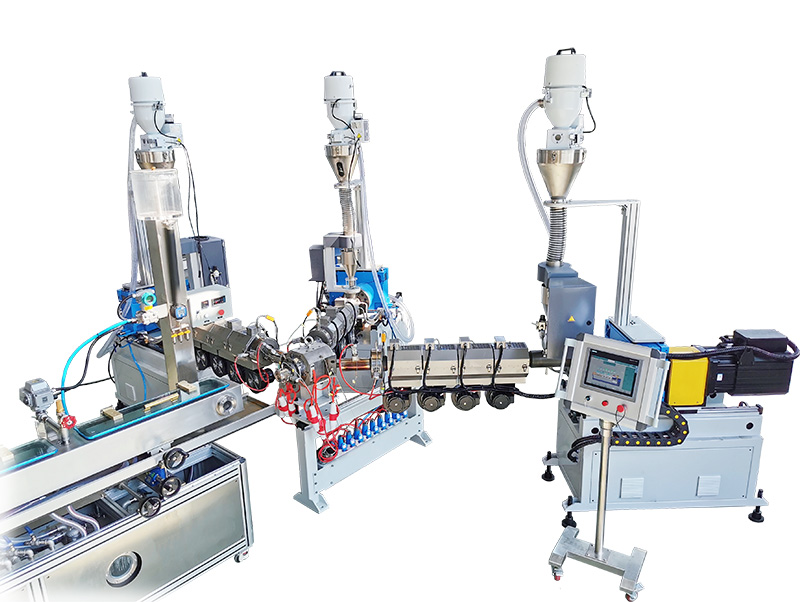
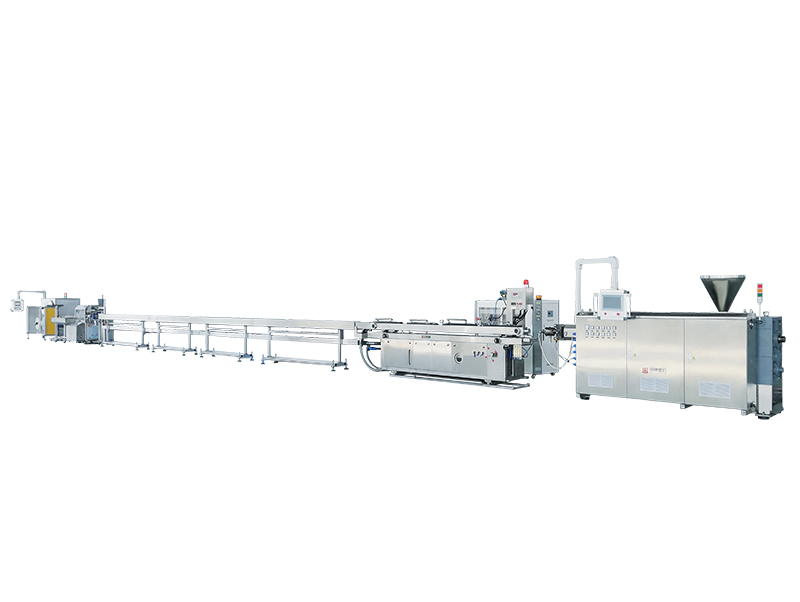
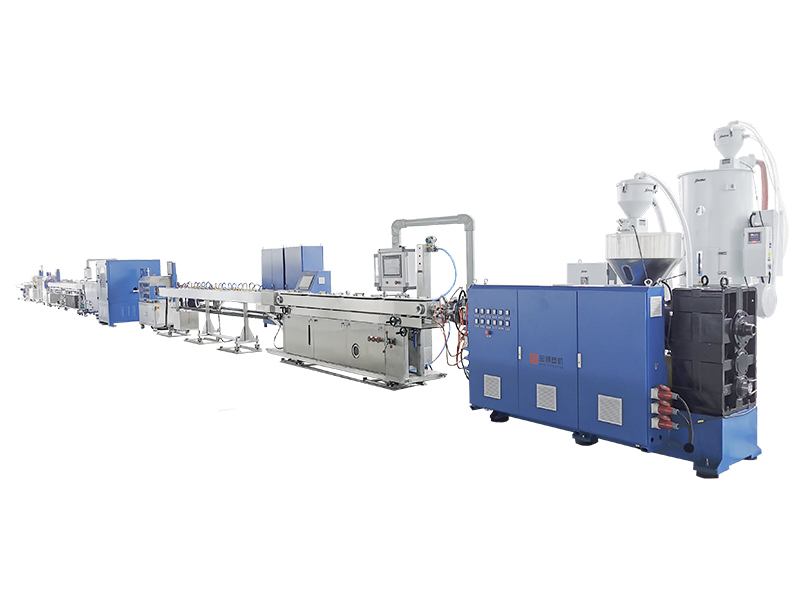
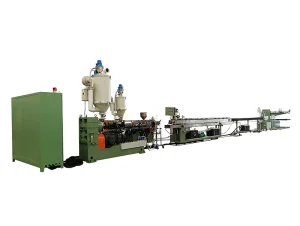
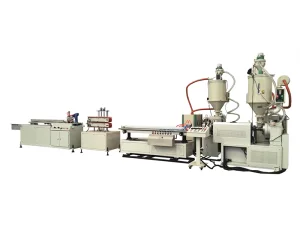
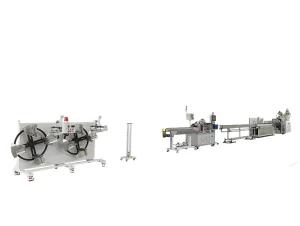
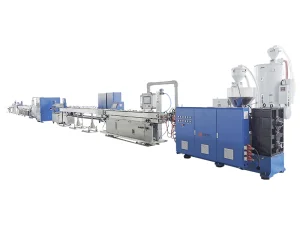
Developing a stable co-extrusion process for polyamide involves precise control over polymer rheology. PA materials exhibit sharp melting points and narrow processing temperature windows. Our extrusion systems address these challenges through state-of-the-art hardware engineering:
- Gravimetric Feeding & Dosing: Guarantees consistent raw material ratio management, ensuring inner-to-outer layer thickness ratios (e.g., 20/80 or 30/70) remain strictly within specification limit targets.
- Optimized Barrier Screws: Dedicated screw geometry optimized for PA processing prevents localized shear overheating and material degradation, ensuring uniform melt temperature.
- Co-Extrusion Crosshead Die: Features custom flow channel modeling designed through computerized fluid dynamics (CFD) simulation to prevent interface instability between the two molten polyamide streams.
- High-Vacuum Calibration: Closed-loop vacuum calibration tanks control tube concentricity and roundness, mitigating shrink-back common with crystalline polyamides.