Premium solutions specifically optimized for Central European heavy industries, wiring systems, and infrastructure networks.


A technical white paper on high-barrier polymeric extrusion, localized CE compliance, and global supply chain alignment for Central and Eastern European manufacturing hubs.
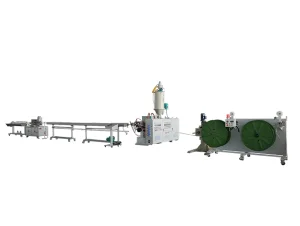
Hungary has emerged as one of the most vital strategic manufacturing centers in Central Europe, propelled by the "Eastern Opening" policy and massive foreign direct investments (FDI). Prominent automotive clusters in Győr, Kecskemét, Debrecen, and the upcoming EV mega-factories in Szeged demand highly robust industrial supply chains. Polymer-coated metal pipes, hydraulic composite tubes, and protective sheathing lines are critical inputs for automotive wire harnesses, sub-assemblies, and cooling systems.
In addition to automotive engineering, Hungary's growing infrastructure investments—ranging from district heating networks to localized telecommunications and fiber optic conduits—require top-tier extrusion technology capable of applying high-performance coatings (PE, PU, TPE, PA, and UHMWPE) over metallic and structural pipe cores. For local tier-1 and tier-2 manufacturers, obtaining reliable, highly automated machinery with strict conformity to EU regulatory framework is crucial to sustain cost competitiveness and quality assurance.
European procurement departments are increasingly focusing on the Total Cost of Ownership (TCO) when acquiring major capital goods. Chinese engineering centers, when combined with Taiwan-engineered mechanical layouts and European electrical components, represent an optimal blend of reliability and cost efficiency. However, successful procurement requires deep alignment on technical specification sheets.
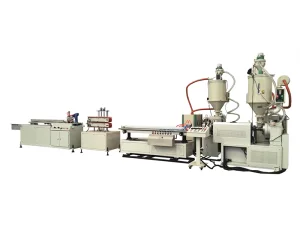
For Hungarian factories, sourcing from BAOD EXTRUSION guarantees that every aspect—from screw geometry designed specifically for high-shear resin processing to thermal control systems—is built to run continuously under high-load conditions. BAOD's machinery optimizes polymer consumption through advanced gravimetric dosing systems and closed-loop diameter feedback controllers. This eliminates resin waste, which accounts for up to 70% of long-term extrusion operational costs.
The future of coating extrusion lines is defined by automation and the handling of advanced materials. As green initiatives reshape the European Union, processing bio-based polymers, recycled thermoplastics, and specialized engineering resins (like UHMWPE or TPV) becomes standard. BAOD's technical roadmap addresses these trends directly:
Years of Extrusion Designing & Manufacturing Experience
Modernized Production & Assembly Factory Area
High-Qualified Engineering & Technical Staff Employees
Established in 2002, BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.) is a state-level high-tech enterprise dedicated to the design, engineering, and manufacture of high-performance plastic extrusion machinery. Guided by a core leadership team with 25 years of engineering experience originating from Taiwan's precision machinery sector, our parent group (KINGSWEL GROUP) laid our manufacturing foundation in Shanghai in 1999.
For more than two decades, we have focused on:

Explore our highly reliable, versatile extrusion equipment engineered for medical, automotive, and industrial applications.








Crucial modular units designed to integrate seamlessly with your primary extrusion setups, offering exact sizing and clean cuts.


Ensuring seamless plant integration and long-term production uptime within the European Union.
Selling heavy industrial machinery into Hungary requires absolute adherence to European Union health, safety, and environmental protection standards. At BAOD EXTRUSION, all export lines destined for the EU are engineered and documented to satisfy the following directives:
Understanding that downtime is extremely costly, we bridge the geographical distance using advanced IoT remote maintenance modules. Our extrusion systems come standard with remote-access VPN routers, allowing our engineers in the Shanghai assembly center to diagnose and adjust parameters in real-time, working alongside your local technicians in Debrecen or Budapest.
Additionally, we maintain partnerships with Central European industrial service agents who provide physical commissioning, calibration, and emergency breakdown support on-site, ensuring your production line runs at maximum performance.
Detailed insights from our lead engineers addressing common inquiries regarding polymer coating extrusion lines.
A: Our lines incorporate dual magnetic powder tension controllers and servo-driven pullers governed by a PID closed-loop feedback loop. The tension sensors continuously monitor the pay-off wire and provide micro-adjustments to the line speed, preventing elongation of delicate strands or wire slippage within the crosshead die.
A: While the die body housing can remain the same, the internal flow distribution cores (tips and dies) must be engineered to match the specific rheological behavior of each polymer. The L/D ratio and compression ratio of the screw are also customized to prevent shear-induced degradation of heat-sensitive materials like PU or PVC.
A: The Siemens PLC system monitors barrel temperature zones (up to ±1°C accuracy), melt pressure, screw RPM, line speed, and laser-measuring gauge readouts. The gravimetric dosing unit feeds raw material data back to the central processor, adjusting extruder output dynamically to keep thickness variation within ±0.03 mm.
A: All our extruders are equipped with high-efficiency IE4/IE5 standard AC motors or permanent magnet synchronous motors. We also employ ceramic heaters with insulated thermal jackets to minimize radiant heat loss, saving up to 30% of energy costs compared to traditional cast-iron band heaters.
A: The design and manufacturing cycle is typically 90–120 days. Prior to shipping, we perform a dry run using the customer's raw materials at our factory. Commissioning in Hungary is performed either by our dispatch engineers or local partner service providers, taking approximately 7–10 days on-site.
A: Excellent adhesion is achieved by integrating inline induction heaters to preheat the metallic core before entering the crosshead die. This pre-heating removes residual moisture and oils, ensuring optimal mechanical interlocking and thermal bonding during the co-extrusion process.
Stay updated with the latest technological developments and international trade showcase milestones of BAOD EXTRUSION.

At Booth 7.1C04 in the Shanghai Exhibition Center, BAOD presented "Smart Extrusion & High-Efficiency Innovation" solutions, engaging with global buyers focusing on multi-layer co-extrusion technology and automation advancements.

Designed for safety-critical mining and infrastructure operations, our high-precision tube extrusion systems ensure hair-thin wall thickness stability, delivering safety and reliability under extreme operational pressures.

Analyzing Chinese manufacturing capabilities in comparison to European standards for medical-grade catheters, showcasing BAOD's commitment to micron-level tolerances and class-10000 cleanroom compatibility.
Reach out directly to our engineering department to configure your specialized screw geometries, tooling dies, and downstream automation setups customized for the European market.
Send Inquiry Now