Explore our high-performance precision manufacturing machinery engineered for demanding industrial configurations.



Founded in 2002, BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.) is an industry-leading enterprise dedicated to the design, manufacturing, and global sales of plastic extrusion equipment. Our engineering pedigree is grounded in 18 years of high-quality machinery fabrication in Taiwan under our original parent company, KINGSWEL GROUP, which established its advanced Shanghai manufacturing hub in 1999 to serve rapid global industrial expansions.
With an unwavering commitment to engineering excellence, we specialize in high-efficiency, automated extrusion technologies designed to process demanding polymers, specifically customized Polypropylene (PP) and other high-grade thermoplastics. We resolve key issues like melt instability, cooling shrinkage, and low production output, helping worldwide plastic fabricators scale up reliably.
Learn More About UsYears Engineering Design Experience
Square Meters Factory Footprint
Dedicated Extrusion Specialists
We maintain a relentless R&D focus on precision extrusion technology, high-efficiency systems, full production automation, and comprehensive equipment safety protection.
A technical guide on designing high-stability systems for PP melt dynamics, co-extrusion, and precision calibration.
Polypropylene (PP) is a semi-crystalline polymer widely selected for industrial piping, medical tubing, automotive profiles, and fiber optics due to its high chemical resistance, mechanical toughness, and thermal stability. However, PP possesses a narrow processing temperature window and is highly sensitive to shear stress. High melt elasticity and slow crystallization rates often cause dimensional stability issues, post-extrusion shrinkage, and surface defects such as "melt fracture" or "sharkskin."
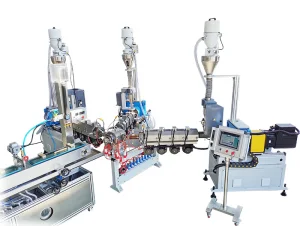
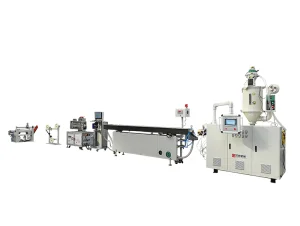
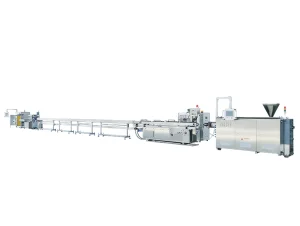
To overcome these challenges, a custom PP extruder machine must be engineered with precise barrel temperature controls, optimized screw geometries, and stabilized melt pressure channels. At BAOD Extrusion, we develop custom Single Screw Extruders (such as our SJ Series) utilizing specialized L/D (length-to-diameter) ratios of 28:1 to 33:1. This ensures homogeneous melt plasticization without excessive shear heat generation, preventing thermal degradation of the PP chains.
A standard extruder cannot handle the complex requirements of modern multi-layer pipe and profile manufacturing. Industrial procurement teams increasingly request multi-layer setups to incorporate barrier layers (like EVOH or PA) within PP systems, or to combine recycled PP cores with virgin PP outer layers for sustainability compliance.
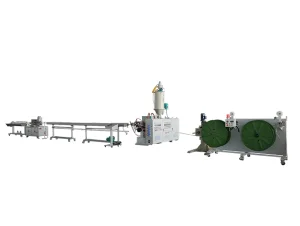
BAOD Extrusion designs co-extrusion crossheads and feedblocks that allow seamless merging of multiple melt streams. Our screw configurations feature specialized barrier sections and mixing elements (Maddock and pineapple mixers) that optimize dispersive and distributive mixing. This prevents polymer degradation while ensuring perfect layer adhesion and thickness consistency, even at high line speeds.
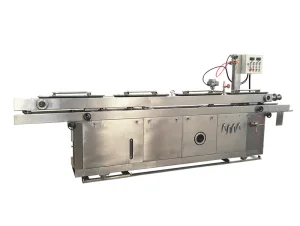
Our custom precision vacuum sizing tanks utilize automatic water temperature and vacuum pressure closed-loop feedback systems to maintain precise tube tolerances during high-speed calibration.
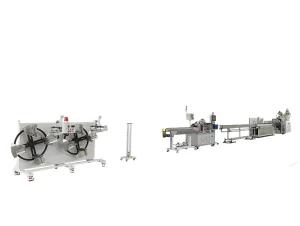
Features servo-driven caterpillar pullers paired with rotary fly-knife cutters to ensure tension-free hauling and clean, burr-free cuts on micro-ducts and heavy-walled pipes.
Fully compatible with OPC UA protocol for SCADA networks, enabling factory-wide automation, remote diagnostics, and live material consumption tracking.
How market demands for sustainability, medical compliance, and automotive performance are shaping the PP extrusion sector.
The global demand for customized PP extrusion machinery is undergoing a major shift. In regions like Europe and North America, strict environmental regulations mandate that a percentage of extruded plastics must come from post-consumer recycled (PCR) sources. Processing PCR PP is challenging due to impurities and inconsistent melt flow indexes (MFI). This has driven the demand for extruders equipped with advanced degassing barrels and high-capacity screen changers to extract impurities without disrupting production flow.
In addition, the medical and automotive sectors have set new standards for micro-tubing and sealing systems. For instance, multi-lumen PP medical micro-tubing requires extremely tight tolerances (down to ±0.01 mm). Achieving this level of precision demands high-performance vacuum calibration, pulseless gear pump integration, and high-frequency puller-cutter coordination.
Below is a summary of localized application scenarios for custom PP extrusion equipment across various markets:
Production of high-heat resistant, corrugated PP and PA conduits for engine bays, battery cooling lines in electric vehicles, and under-chassis wire harness protection.
Custom lines producing multi-layer PP-R pipes co-extruded with glass-fiber middle layers to reduce thermal expansion rates in hot water distribution networks.
Cleanroom-compliant extrusion lines producing multi-lumen PP catheters and micro-duct paths for protective telecommunication fiber installations.
Manufacturing in China has evolved beyond simple cost-efficiency. It now represents a powerful combination of supply chain integration, engineering talent, and advanced automation. As a premium manufacturer based in Jiangsu and Shanghai, BAOD EXTRUSION sits at the center of the world's most robust industrial manufacturing cluster.
This geographic position enables us to source top-tier mechanical castings, high-grade steel, and specialized electrical components with minimal lead times. We assemble and test our machines under one roof, integrating world-class components like Siemens PLC systems, ABB frequency inverters, and Omron temperature controllers. This guarantees that our international customers receive high-quality machinery that is easy to service locally, along with ready access to spare parts.
Additionally, our agile engineering team can design, manufacture, test, and ship customized extrusion setups within 60 to 90 days. This speed helps our clients bring their products to market much faster than traditional Western manufacturers can manage.
Keep up with our latest breakthroughs, technical comparisons, and global exhibitions.

BAOD EXTRUSION showcased its latest R&D achievements, presenting "Smart Extrusion · High-Efficiency Innovation" solutions that address precision challenges in modern thermoplastic manufacturing.

Explore how BAOD manufactures safety-critical detonating tube lines, maintaining extreme wall thickness accuracy under rigorous quality control standards.

A deep comparison of multi-lumen calibration tech between Chinese and European machinery, highlighting BAOD's cost-performance advantages.

An in-depth look at how our automotive fuel and cooling lines satisfy IATF 16949 standards, ensuring zero-defect extrusion output for Tier-1 suppliers.

Analyzing the growing demand for EV cabin quietness, driving the installation of smart automated seal strip lines globally.
Get answers to common technical and procurement questions from our chief machinery design engineers.
For processing standard homopolymer and copolymer PP, we recommend an L/D ratio between 28:1 and 33:1. This range allows for adequate melting and pressure stabilization without generating excessive shear heat, which can degrade the molecular weight of the PP.
We combine high-precision crosshead dies with closed-loop vacuum calibration. We also integrate a melt pump between the extruder and the die head. This setup dampens any output pulsations, ensuring a highly consistent melt flow and precise tube geometry.
Yes. By utilizing interchangeable modular screws and adjusting the heating profiles within the PLC, our lines can process PA, PU, and PVC. However, for dedicated high-volume runs, we recommend using a screw designed specifically for the target polymer to maximize output quality.
We design multi-layer systems ranging from 2-layer to 5-layer co-extrusion. These lines are often used for automotive tubing and chemical conduits, where PP is combined with barrier materials like EVOH or PA, or reinforced with fiberglass.
The engineering, assembly, testing, and calibration process typically takes 60 to 90 days. We run full material trials at our factory prior to shipping to ensure plug-and-play installation at your facility.
We use energy-efficient motors (IE3/IE4 standard) and ceramic heating bands wrapped in thermal insulation covers. This reduces ambient heat loss, lowers energy consumption by 20% to 30%, and extends the operational lifespan of the heating elements.
Complete your custom production facility with our auxiliary winding, pulling, and calibration equipment.