
BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.) is a globally recognized developer of high-precision thermoplastic extrusion systems. Drawing upon 18 years of design and manufacturing experience originating from the KINGSWEL GROUP in Taiwan, the group invested in establishing a state-of-the-art Shanghai manufacturing hub in 1999. Today, we stand as a premier pioneer in China for custom-designed smart plastic extrusion machinery, delivering high-stability processing units worldwide.
Years Experience
Factory Area
Specialists
Thermoplastic Vulcanizates (TPV) have successfully bridged the gap between flexible thermoset rubbers and highly processable thermoplastics. Comprising a matrix of fully cross-linked EPDM rubber particles dispersed dynamically within a continuous polypropylene (PP) phase, TPV delivers excellent elastomeric performance, chemical resistance, and long-term durability. However, processing TPV on a mono-tube extrusion line demands meticulous mechanical synchronization, thermal accuracy, and specialized screw configurations.
At BAOD EXTRUSION, we leverage over 25 years of specialized engineering to resolve core challenges such as die swelling, melt-fracture, structural eccentricity, and thermal degradation. This comprehensive technical guide highlights the macro solutions, system architectures, and technical parameters required to establish a high-yield TPV mono tube manufacturing process.
Industrial sectors are moving away from traditional thermoset rubbers (such as vulcanized EPDM) to thermoplastic alternatives. This shift is primarily driven by sustainability initiatives and production efficiency requirements:
Thermoset rubbers cannot be remelted or reformed once cross-linked, resulting in high levels of production waste. In contrast, TPV can be completely reprocessed and recycled, reducing material costs and enabling closed-loop manufacturing.
With a lower specific gravity than thermoset EPDM, TPV components contribute to overall vehicle and equipment weight reduction. This supports global automotive targets for reducing carbon emissions and improving fuel economy.
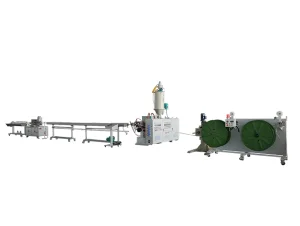
Our specialized TPV mono tube extrusion systems are engineered to process high-viscosity dynamic vulcanizates with minimal shear degradation, producing tubes with clean inner surfaces, uniform wall thickness, and precise dimensional control.
"By implementing a high L/D ratio screw and closed-loop melt pumps, BAOD extrusion lines maintain dimensional tolerances of less than ±0.03 mm, even during continuous 24/7 manufacturing operations."
Designing an extrusion line for TPV requires addressing several unique physical properties of the material:
As a global supplier, Jiangsu Baodie Automation Equipment Co., Ltd. configures machinery to meet diverse regulatory frameworks:
Extrusion systems exported to Europe are built to CE safety directives, featuring dual-channel safety relays, enclosed drive zones, and isolated electrical cabinets. For North American markets, components comply with UL and NFPA 79 electrical safety standards.
In regions with active automotive manufacturing sectors, such as Germany, Japan, and the USA, our lines produce certified coolant hoses, emission control piping, and protective wire harnesses. In emerging markets, these systems support flexible conduits for solar tracking arrays and industrial fluid handling.
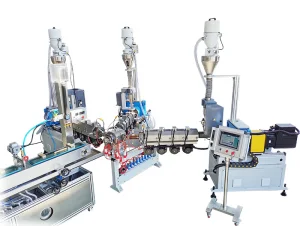
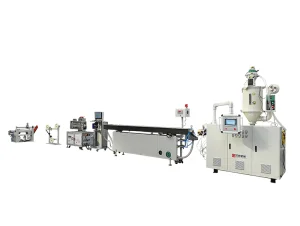
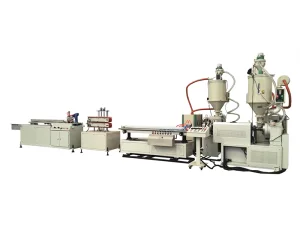
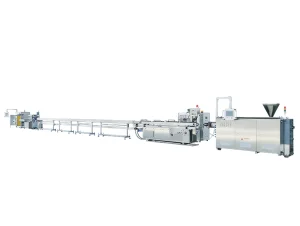
Features a high L/D ratio (30:1 or 33:1) single-screw extruder with barrier flights and a dispersive mixing zone. Gravimetric feeding ensures a constant mass flow rate, preventing throughput pulsing.
Equipped with a dual-chamber vacuum system, water level sensors, and precision temp control. The sizing sleeve is fabricated from wear-resistant bronze alloy with internal water ring cooling.
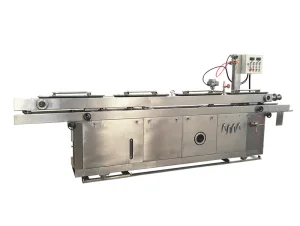
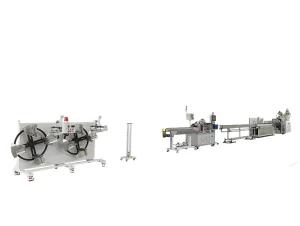
A multi-belt haul-off unit driven by twin servo motors maintains constant tension without slip. The rotary fly-knife cutter delivers square cuts with minimal burrs at high cycle speeds.
Modern manufacturing demands complete process visibility. The newest generation of BAOD extrusion systems features Siemens PLC controllers connected to edge gateways. This allows real-time monitoring of melt pressure, melt temperature, motor loads, and vacuum settings. The collected datasets can be routed to MES (Manufacturing Execution Systems) for quality assurance and predictive maintenance.
Furthermore, our closed-loop outer diameter (OD) and wall-thickness control systems connect directly with the haul-off speed regulator. If the laser gauge detects a deviation in tube diameter, the puller's speed adjusts dynamically, reducing start-up scrap rates and optimizing raw material usage.

From April 21–24, CHINAPLAS 2026 was successfully held in Shanghai. BAOD showcased its latest R&D achievements at Booth 7.1C04, presenting "Smart Extrusion & High-Efficiency Innovation" solutions.

In modern industrial facilities, single, hair-thin plastic tubes wound onto reels are critical for mining, quarrying, and demolition operations, requiring absolute safety and wall consistency.

A comparison of multi-lumen catheter tubing production tolerances, examining structural calibration configurations and medical-grade manufacturing compliances in international markets.

Exploring how vehicle manufacturers ensure the reliability of cooling and fuel conduits in modern EVs through strict quality management system audits and standard conformity.

With electric vehicles driving demand for quieter cabins, advanced co-extrusion technology for dynamic seals and weatherstripping has become a critical focal point for automotive OEMs.