



Years of Engineering Experience
State-of-the-Art Factory Area
Highly Skilled Professionals
Established in 2002, BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.) has dedicated over two decades to the design, research, manufacturing, and distribution of high-performance plastic extrusion systems. Rooted in 18 years of advanced structural engineering design from Taiwan via our original parent company, KINGSWEL GROUP, we established our world-class Shanghai production center in 1999, followed by our modern manufacturing base in Jiangsu.
We focus systematically on custom polymer applications, particularly challenging resins such as PETG, Fluoroplastics, and Multi-Lumen engineering tubes. Our product solutions empower global manufacturers with unmatched stability, precision, and efficiency.

PETG is an amorphous copolyester that combines the high rigidity and tensile strength of PET with the impact performance and exceptional chemical resistance of glycol-modified polymers. Unlike crystalline polymers, PETG does not exhibit a sharp melting point, which makes it particularly challenging to extrude without specialized machinery. Its melt strength is low compared to PMMA or PC, requiring meticulous temperature control across the entire processing profile.
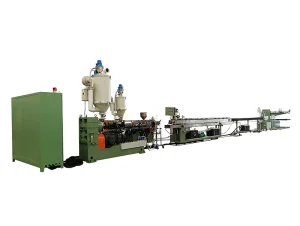
To prevent polymer degradation, bubbles, and aesthetic defects, PETG resin must be dried to a moisture level of less than 0.02% using desiccant dryers at 60–65°C for 4 to 6 hours before processing. Hydrolytic degradation occurs rapidly at melt temperatures if moisture is present, leading to loss of molecular weight and mechanical properties.
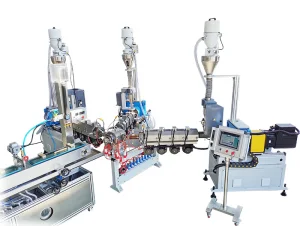
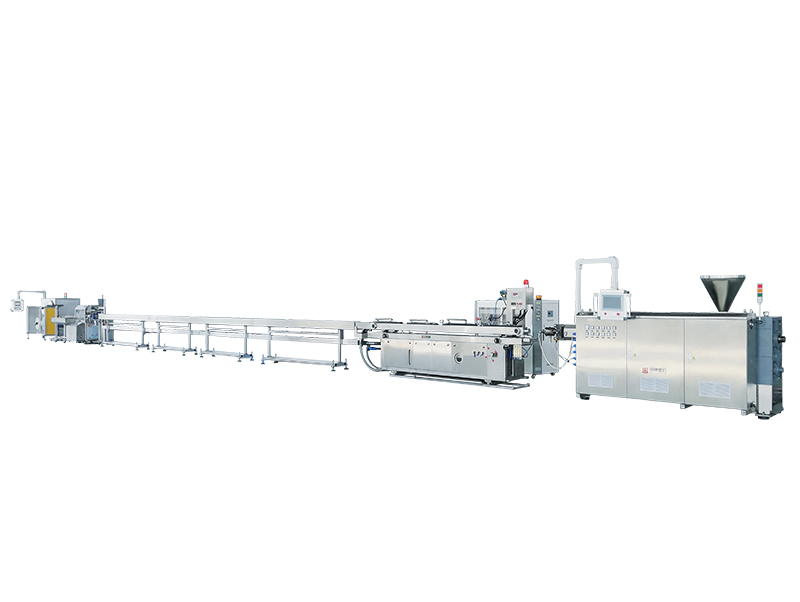
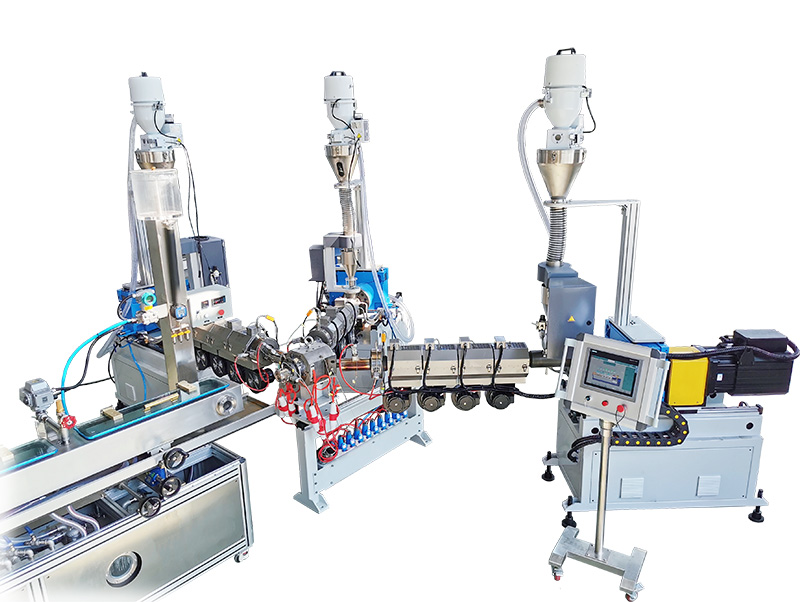
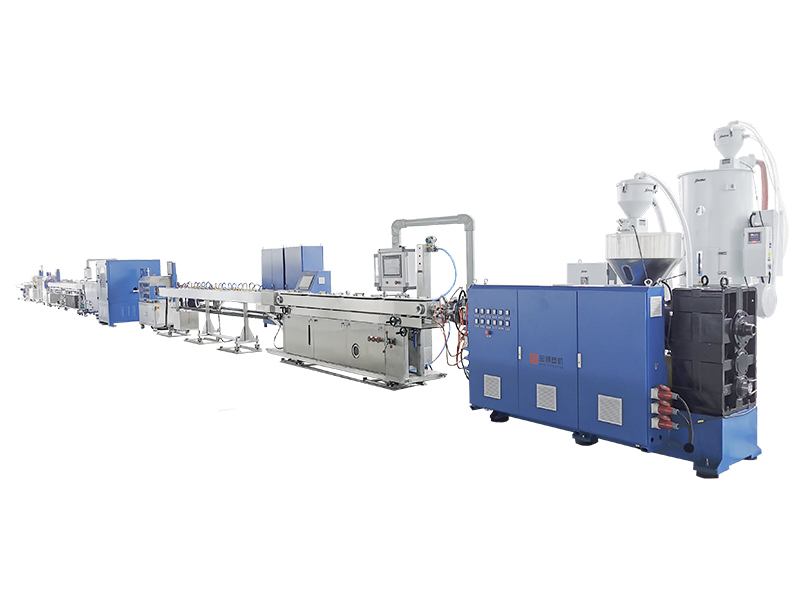
At BAOD Extrusion, we utilize our SJ Series Single Screw Extruders with customized barrier screws featuring an L/D (Length to Diameter) ratio of 28:1 to 33:1. This specialized screw geometry features a mild compression ratio (usually 2.5:1 to 3.0:1) to prevent high shear stress, which can cause local overheating and material degradation.
The heating zones are configured with high-precision ceramic heaters and closed-loop air cooling systems. Standard profile extrusion processes maintain a precise temperature curve from 210°C at the feed zone up to 245°C at the die head. Tooling design is crucial; we employ highly polished chromium-plated dies with long land lengths to ensure optimal melt density and optical clarity.
Our location in Jiangsu/Shanghai grants us direct access to world-class precision steel, electrical component hubs, and raw chemical material bases. We pass these raw cost savings directly to our global clientele without compromising structural grade standards.
Combining structural methodologies inherited from Taiwan and advanced European component partnerships, BAOD Extrusion systems feature premium components like Siemens motors, Omron temp control units, and ABB frequency invertors as standard.
Every single PETG extrusion profile line undergoes a rigorous continuous run test before dispatch. We perform thermal imaging, dimensional stability runs under loaded strain, and optical checking to guarantee smooth commissioning upon arrival.
PETG extrusions are highly demanded in complex sectors due to their outstanding clarity, durability, and processing versatility. BAOD provides custom turn-key production lines targeting specific high-value applications:
PETG provides a unique balance: it has superior impact toughness compared to Acrylic, yet avoids the high processing costs and moisture-sensitivity challenges of PC. Additionally, PETG is highly chemical resistant to acidic products and cleaning agents, and complies readily with food-contact (FDA) standards.
PETG is highly hygroscopic. If processed with moisture content exceeding 0.02%, hydrolytic chain scission will occur, resulting in brittle parts and visible bubble formation. A dehumidifying desiccant dryer with a dew point of -40°C is required, drying at 60°C to 65°C for 4 to 6 hours.
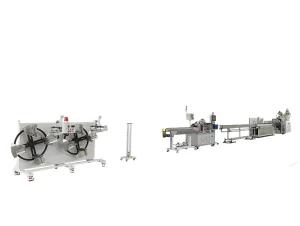
We integrate closed-loop feedback systems using high-precision OD laser gauges and ultrasonic wall-thickness monitors directly with the puller speed controls. If the thickness deviates, the Caterpillar puller (TKC series) adjusts its speed dynamically to correct the tolerance within ±0.03mm.
Yes. Because PETG is an amorphous polymer, it can be re-extruded. Clean regrind can be added back at ratios of 10% to 20% without significant loss of optical clarity, provided the regrind is dried thoroughly before processing.
Environmental regulations and consumer demand for circular economies are driving the development of rPETG profiles. Extruders must be engineered to handle wider variations in polymer viscosity and thermal stability. BAOD has developed advanced vacuum degassing zones in our single-screw systems to successfully run up to 50% post-consumer recycled content while maintaining structural integrity.
Modern manufacturing demands full process traceability. Our latest extrusion lines are equipped with Ethernet/IP and OPC UA interfaces. This allows managers to track melt pressure, die temperature, and output metrics in real-time, feeding production data directly to ERP systems for predictive maintenance and quality assurance logging.








BAOD EXTRUSION presented "Smart Extrusion · High-Efficiency Innovation" solutions, marking milestones in next-gen energy savings and automated digital extrusion lines.

Exploring high-precision systems tailored to sensitive mining and demolition shock-tube manufacturing, adhering to strict functional safety requirements.

A breakdown of structural differences, die technology modifications, and tolerance levels comparing domestic high-end lines to European designs.

Automotive fluid handling standards demand zero-defect tolerance. Our automated PA/TPV lines adhere strictly to global manufacturing specifications.

How the rise of electric vehicles and acoustic insulation criteria alters sealing strip configuration and co-extrusion profile technology.