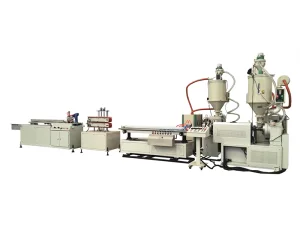
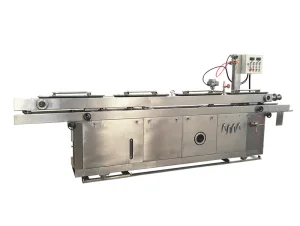
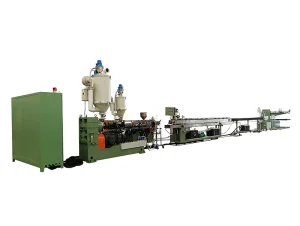
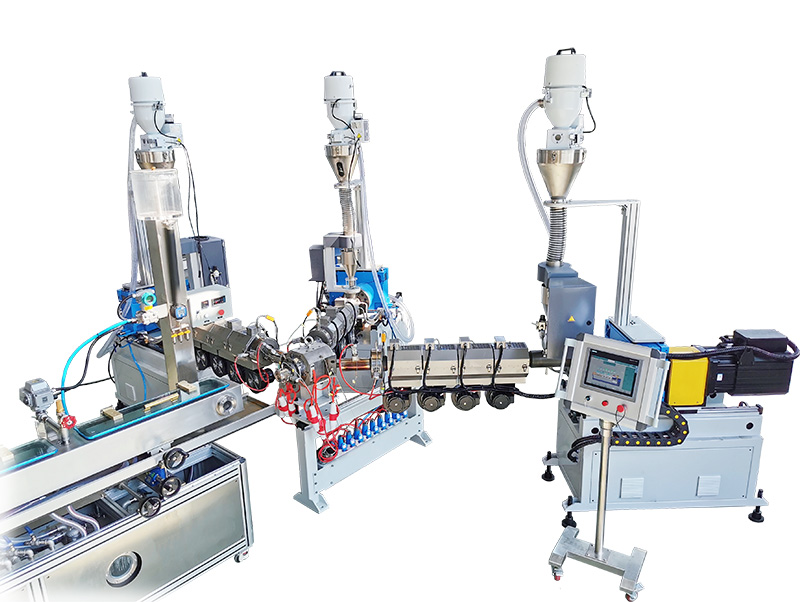
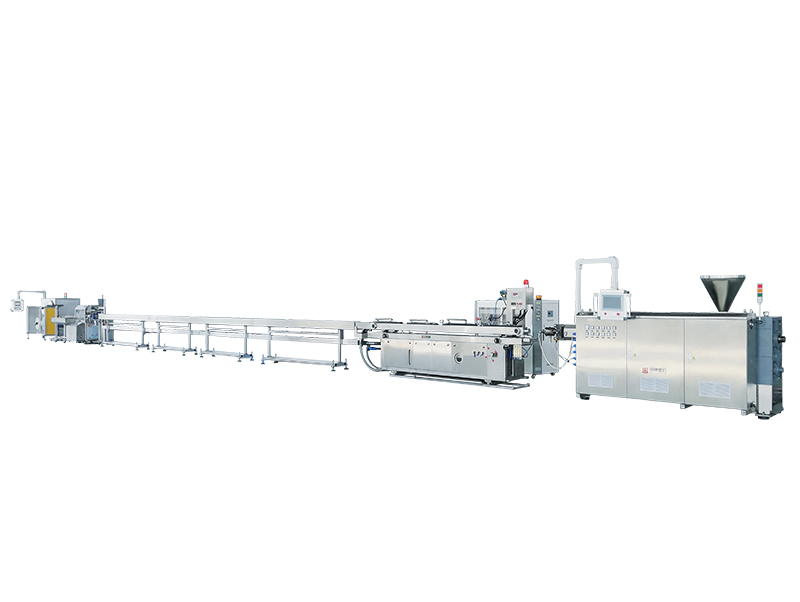
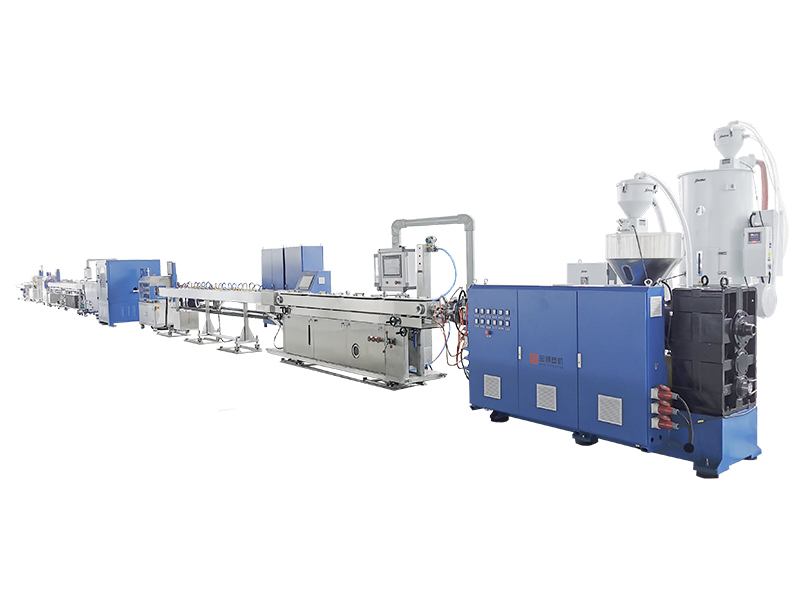
High-performance custom co-extrusion machinery, precision tanks, and puller components engineered by BAOD Extrusion.
Why Modern Automotive Engineering is transitioning to Thermoplastic Polyurethane (TPU/PUR) Tubing
Polyurethane (PUR) possesses unparalleled mechanical memory, high abrasion resistance, and elastomeric flexibility at extreme temperatures. Unlike traditional rubbers, PUR can be melt-processed efficiently, making it optimal for modern vehicles.
Automobile fluid paths demand dimensional variation tolerances tighter than ±0.03 mm. Fluctuations in wall thickness compromise pressure thresholds, meaning precision calibration systems are no longer optional but mandatory.
Modern extrusion lines must reduce energy footprints and material scrap ratios. Intelligent closed-loop thickness control and variable-frequency motors represent the baseline for next-generation factory compliance.
In the global automotive market, components such as pneumatic control lines, fuel line sheaths, wire jackets, and active fluid channels require superior reliability. As vehicles incorporate smarter sensors and localized actuators, the physical integrity of the tubes carrying pneumatic or hydraulic signals cannot be compromised. Thermoplastic Polyurethane (TPU/PUR) bridges the performance gap between rigid engineering plastics like Polyamide (PA) and highly elastic elastomers. The processing of TPU/PUR, however, is notoriously challenging due to its high melt shear-sensitivity, hygroscopicity, and relatively narrow processing temperature window.
To overcome these processing hurdles, manufacturing entities must utilize customized extrusion lines configured specifically for the chemical quirks of polyurethane. Standard PVC or polyolefin extruders often fail due to improper screw designs that cause polymer degradation, leading to micro-voids, surface waviness, and dimensional variations in the extruded tube. Addressing these technical pain points requires a combination of precise melt thermal control, custom-designed barrier screws, and robust vacuum sizing systems.
BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.), founded in 2002, is dedicated to the designing, manufacturing, and sales of high-performance plastic extrusion equipment. Based on 18 years of experience in designing and fabricating high-quality machinery in Taiwan, the original parent company (KINGSWEL GROUP) invested in establishing the extrusion machines manufacturing base in Shanghai in 1999.
With a long-term focus on research and development, we specialize in high-efficiency, highly automated, and precision-oriented plastic extrusion technology with built-in safety protection schemes.
Key technical parameters that global Tier-1 automotive procurement agents evaluate
Standard single-screw designs induce excessive shear heat in PUR, causing polymer chain cleavage. Procurement teams look for customized L/D ratios (usually between 28:1 and 32:1) equipped with barrier screws and mixing sections that ensure homogeneous temperature profiles without degrading the polyurethane chains.
Continuous monitoring via multi-axis laser measuring heads integrated with the puller ensures that any drift in outer diameter (OD) or wall thickness is corrected immediately by adjusting the screw speed or puller speed automatically.
For high-quality PUR tubes, water temperature control and vacuum stability are critical. The sizing sleeve must have a smooth surface treatment to prevent adhesion, as PUR is highly tacky when hot. Water-ring or bypass vacuum designs are mandatory to ensure steady sizing.
| Performance Indicator | Standard Extrusion Lines | BAOD High-Precision Custom Lines | Automotive Grade Requirement |
|---|---|---|---|
| Diameter Tolerance | ±0.10 mm to ±0.15 mm | ±0.02 mm to ±0.03 mm | < ±0.05 mm (Strict limit) |
| Melt Temperature Deviation | ±3°C | ±0.5°C to ±1°C | Tight control to prevent degradation |
| Scrap Ratio (Startup & Run) | > 5% | < 1.5% | Crucial for high-cost materials (PUR) |
| Automation Level | Manual tension/speed syncing | Fully integrated Siemens PLC/Smart Loop | Full integration with factory MES systems |
Step-by-step workflow architecture from raw polyurethane resin to automotive-grade tubing
Thermoplastic Polyurethane is highly hygroscopic. Moisture levels must be reduced to less than 0.02% using desiccant dryers operating at a dew point of -40°C before entering the extruder. Moisture causes hydrolytic degradation during melting, resulting in bubbles, structural weakness, and internal voids.
The SJ Series Single Screw Extruder incorporates high-accuracy barrel heating zones with cast-aluminum heaters and localized air-cooling fans. Variable frequency AC motors drive the screw with extreme torque consistency, ensuring smooth melt pressure before the tooling.
The flow channels in the die head are optimized via flow simulation software (such as ANSYS Polyflow) to avoid dead zones where PUR could stagnate and thermally degrade. Quick-cleaning dies allow quick color or formulation changes.
The hot melt enters the vacuum calibration spray tank. Sizing sleeves made of special bronze or coated steel form the exact diameter under precise negative pressure conditions. Stabilized water temperature controls ensure uniform crystallization of the PUR material.
Synchronized caterpillar or belt pullers apply tension to the tube without deformation. Slip-free high-precision servo systems prevent micro-variations in line speed, which directly correlates with consistency in wall thickness.
Finished tubes are wound via precision auto-displacement winders (such as the SPS-Dh series) with tension control profiles that prevent tension buildup from flattening or stretching the elastic polyurethane tubing.
High-precision systems developed and customized for automotive and industrial sectors



Operational excellence ensuring continuous runtime across manufacturing plants globally
All machinery systems constructed by BAOD comply with EU CE machinery safety directives, UL electric cabinet specifications, and strict safety guidelines requested by modern automotive engineering environments. Electrical enclosures feature dual-loop safety relays and emergency stop integration with tension detection systems.
Integrated HMI terminals feature secure VPN modules connecting directly to BAOD's engineering center. This permits direct monitoring of motor currents, barrel heaters, cooling water pressures, and vacuum levels. It allows troubleshooting of processing defects remotely, minimizing unscheduled downtime.
We deploy senior service engineers globally to manage installation, optimize screw RPM, configure gravimetric dosing controls, and train operating personnel. Critical components such as screw barrels, heaters, vacuum sizing sleeves, and puller belts are kept in stock for fast dispatch.
As automotive industry architectures transform toward smart manufacturing, BAOD extrusion is integrating advanced neural networks inside PLC units. By monitoring real-time pressure fluctuations upstream of the melt pump, our systems dynamically adjust extruder RPM to maintain constant pressure. These closed-loop feedback mechanisms prevent wall thickness variations and ensure high-stability production during material variations or changes in ambient temperature.
Essential insights about Automobile PUR Tube processing, operations, and technical parameters
Stay informed about BAOD Extrusion's corporate events, product development releases, and international exhibitions

From April 21–24, CHINAPLAS 2026 was successfully held at the National Exhibition and Convention Center (Shanghai, Hongqiao). BAOD EXTRUSION showcased its latest R&D achievements at Booth 7.1C04, presenting "Smart Extrusion · High-Efficiency Innovation" solutions...

In the controlled environment of a modern industrial facility, a single, hair-thin plastic tube wound onto a reel might seem unremarkable. However, in sectors ranging from mining to infrastructure demolition, this tube—known as detonating cord...

In the sterile, quiet environment of a modern medical facility, a clinician prepares a complex catheter for a critical procedure. This thin, flexible tube is far more than a simple conduit; internally, it is divided into several microscopic channels...

How do the world's most reputable vehicle manufacturers ensure the absolute integrity of every fuel line, brake hose, and cooling pipe? Why has the shift toward electric and lightweight vehicles made the precision of these tubes so critical...

As the twilight sun reflects off the sleek curves of a modern electric vehicle parked in a bustling city street, few observers notice the quiet, critical sealing systems keeping the cabin insulated, dry, and protected from high-frequency road vibrations...
Precision pullers, corrugators, micro-duct systems, and fly cutters designed to complete the extrusion workflow