Explore our premium grade extrusion lines designed for micro-tubing, multi-layer profiles, and automated downstream processing.
Polyvinylidene Fluoride (PVDF) is a highly non-reactive thermoplastic fluoropolymer recognized for its exceptional chemical resistance, mechanical strength, thermal stability, and low flammability. Across critical sectors such as semiconductor processing, pharmaceutical synthesis, chemical transport, and aerospace engineering, the requirement for flawless PVDF tubing has grown exponentially. Standard plastic extrusion systems are fundamentally unequipped to handle the strict processing requirements of fluoropolymers. Implementing a China PVDF Tube Extrusion Line built to high-precision engineering standards is critical for manufacturers targeting high-performance applications.
Extruding PVDF demands deep expertise due to its tight thermal processing window and tendency to release corrosive hydrofluoric (HF) gas if overheated. This requires special bimetallic screws, specialized calibration setups, and closed-loop control to prevent degradation and guarantee wall-thickness uniformity. The extrusion process must maintain chemical purity, structural integrity, and dimensional accuracy to comply with SEMI F57, FDA, and USP Class VI standards.
Highly corrosive hydrofluoric gas generated during high-temperature melt processing requires specialized metallurgy (e.g., Hastelloy or custom bimetallic steel) for screws, barrels, and die heads to prevent hardware degradation and maintain pure tube surfaces.
PVDF has a sharp melting transition. Strict PLC-controlled temperature zones, coupled with ceramic heater bands and continuous air cooling, prevent melt fracture and thermal degradation within a tight ±1°C limit.
The semi-crystalline nature of PVDF causes substantial volumetric shrinkage during cooling. Precise vacuum calibration tables with closed-loop water temperature control ensure roundness and stable outer dimensions.
As advanced technology hubs expand in Europe, North America, and East Asia, the procurement of PVDF tubing has transitioned from a specialized niche to a high-volume industrial priority. Key growth drivers include:
Procurement teams demand machinery that offers both high repeatability and energy efficiency. A modern PVDF extrusion line must incorporate automated gravimetric dosing systems, laser diameter gauges, and integrated tension controls to minimize material waste during start-up and continuous production runs.
Of Plastic Extrusion Designing and Manufacturing Experience
Modern Manufacturing Facility in Jiangsu, China
Skilled Engineers and Technical Specialists
The global manufacturing landscape demands short lead times and flexible custom engineering. Jiangsu Baodie Automation Equipment Co., Ltd. (BAOD EXTRUSION) addresses these demands by combining over two decades of plastic extrusion design expertise with a modern vertical supply chain. Originating from the Taiwanese parent firm KINGSWEL GROUP established in 1999 in Shanghai, BAOD relocated and modernized its base in Jiangsu in 2002. Today, our 16,000m² facility integrates CNC machining, advanced assembly, and quality assurance under one roof.
By keeping core processes in-house, we control mechanical tolerances, design custom screws for heat-sensitive polymers, and keep lead times stable during global supply disruptions. Our engineers focus on four core pillars: precision extrusion technology, high-efficiency output, advanced process automation, and robust safety protection systems.
Our machinery uses PLC architectures (Siemens/Beckhoff) that allow real-time telemetry, remote diagnostics, and SCADA integration. This brings operations in line with Industry 4.0 standards, giving engineering managers full visibility into key metrics like melt pressure, motor torque, and linear extrusion speed.
BAOD EXTRUSION offers a diverse range of specialized machinery developed over 25 years of research and production experience. Our solutions cover high-precision medical tubing, automotive hoses, and complex multi-layer co-extrusion setups:
Specially configured for processing high-performance fluoropolymers and engineering plastics, ensuring wall-thickness tolerances within ±0.02mm.
Engineered for smooth or corrugated multi-layer automotive hoses, combining different barrier materials to meet international emission regulations.
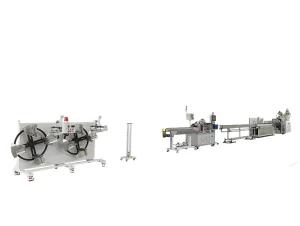
Features PLC-controlled auto-tension winding and displacement coilers to prevent micro-duct deformation and maintain neat packing reels.
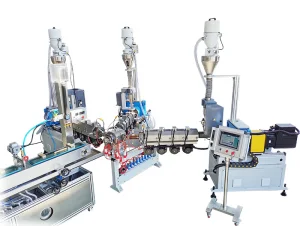
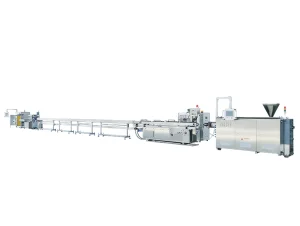
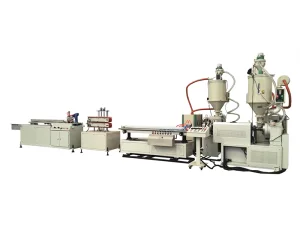
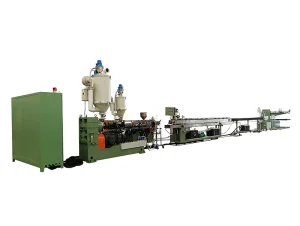
A high-performance extrusion system relies on the balanced integration of its mechanical, thermal, and electronic components. Below is the typical architecture of a professional PVDF tube extrusion line:
| Sub-system Module | Key Technical Configuration | Process Function / Benefit |
|---|---|---|
| Main Extruder (SJ Series) | Bimetallic barrel, specialized fluoropolymer screw geometry (Hastelloy finish), high-torque AC servo motor. | Ensures uniform melt temperature, prevents material stagnation, and resists corrosion from HF gases. |
| Extrusion Die Head | Spiral mandrel design, high-grade alloy steel, polished inner flow channels. | Minimizes weld lines, ensures balanced melt velocity, and reduces shear stress. |
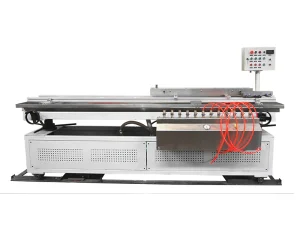
| Vacuum Calibration Table | Stainless steel 304 construction, multi-stage vacuum chamber, precise water temperature control. | Controls crystallization and shrinkage to keep tube diameter and roundness within tight tolerances. |
| Haul-off (Puller) Unit | Precision belt or crawler puller with servo drive control, adjustable contact pressure. | Provides steady tension and prevents slippage or deformation of thin-walled tubes. |
| Laser Measurement | Dual-axis laser outer diameter (OD) and ultrasonic wall thickness monitoring. | Provides real-time feedback to the PLC, enabling automatic adjustment of puller and extruder speeds. |
Keeping pace with rapid technological shifts, BAOD continues to refine its machinery platforms. Key focus areas include:
At CHINAPLAS, BAOD presented its latest "Smart Extrusion & High-Efficiency Innovation" systems, demonstrating cleanroom-ready operations and integrated sensor arrays for the medical and semiconductor industries.
We supply specialized co-extrusion setups that compete with traditional European machinery. These systems are used to manufacture multi-lumen catheters and multi-layer automotive tubes with high dimensional accuracy.
Our machinery is designed to help OEM automotive suppliers comply with environmental and emission standards. It ensures smooth material flow and clean surface finishes for PA fuel lines and battery cooling pipes.
Technical answers to common questions about selecting, processing, and maintaining high-performance PVDF extrusion lines.
When heated to its processing range (200°C to 270°C), PVDF can release trace amounts of hydrofluoric (HF) gas. HF gas is highly corrosive and will attack standard steel screws and die heads, causing pitting, surface defects, and metal contamination in the melt. Using corrosion-resistant materials like Hastelloy, Inconel, or high-performance bimetallic coatings is essential to ensure long-term machinery life and ultra-clean tube surfaces.
We use a closed-loop system that links multi-axis laser dimension gauges with the PLC. If the laser detects minor changes in outer diameter or wall thickness, the control system adjusts the puller speed or melt pump pressure. This real-time feedback helps keep product dimensions within ±0.02mm tolerances, which is critical for semiconductor fittings.
PVDF is a semi-crystalline polymer that shrinks significantly as it transitions from melt to solid. The vacuum calibration table controls this phase transition using precise temperature-controlled water. By managing the cooling rate and vacuum pressure, the system ensures consistent crystallinity, reduces internal stresses, and prevents tube ovality or deformation.
Yes, but it requires careful adjustment. PFA and FEP have higher melting points (typically 300°C to 380°C) compared to PVDF. The extruder must be configured with high-temperature band heaters, and the screw design and cooling settings must be adapted to match the higher melt viscosity and thermal profile of those materials.
Explore our wide selection of auxiliary machinery, customized single-screw extruders, and high-speed haul-offs.