Premium solutions engineered to survive extreme shear rates, wear, and mechanical stresses
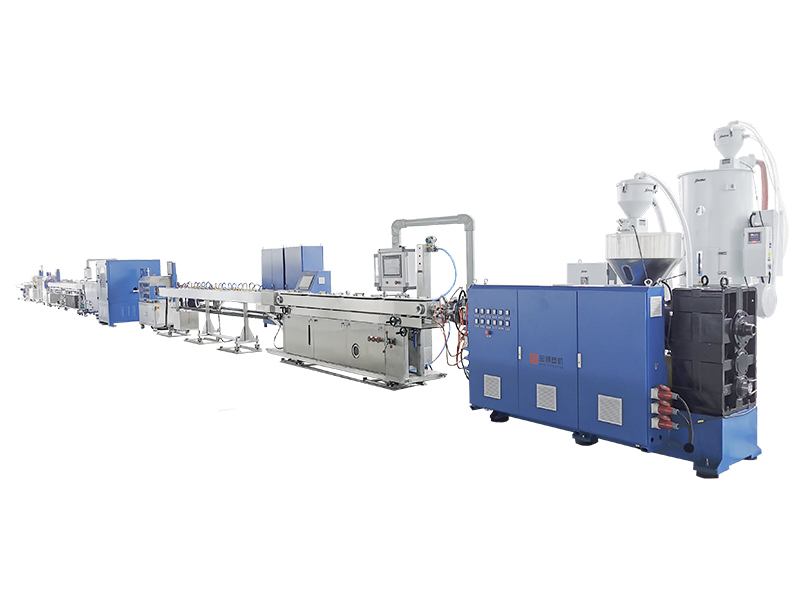
In modern industrial manufacturing, the plastic extrusion screw and barrel constitute the heart of the polymer compounding and shaping process. As global manufacturing transitions toward high-speed production, extreme wear resistance, and high-temperature processing (for polymers like fluoroplastics, PEEK, and bimetallic compounds), the demand for high-performance extrusion units has scaled exponentially. Plastic extrusion screw and barrel designs directly impact melt homogeneity, pressure stability, and throughput yield.
The global plastic extrusion market is undergoing structural shifts. In North American and European markets, strict automotive regulations and medical-grade manufacturing standards call for micro-extrusion systems that demand ultra-tight tolerances. Meanwhile, China has emerged not only as a high-volume manufacturer but also as a hub for advanced metallurgical innovations, offering highly specialized bimetallic alloy screws, tungsten carbide coatings, and custom geometry designs that match or exceed Western European standards at highly competitive operating costs.
For procurement directors, polymer engineers, and factory managers, selecting the right screw and barrel assembly is not just a replacement decision; it is a critical strategy to enhance operational equipment effectiveness (OEE), reduce energy consumption, and guarantee high-grade product compliance across industries like healthcare, automotive, aerospace, and communications.
Utilizing high-grade bimetallic alloys and specialized thermal spray coatings to prevent premature abrasive wear from fiberglass, fillers, and mineral reinforcements.
Custom L/D (Length/Diameter) ratios, compression ratios, and barrier screw geometries tailored for specific polymers (PVC, HDPE, PA, Fluoroplastics).
Highly resistant nickel-based alloys and specialized nitriding treatments designed to withstand corrosive gases released by materials like PVC and Fluoropolymers.
BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.), founded in 2002, is globally recognized for designing, manufacturing, and servicing high-performance plastic extrusion equipment. Leveraging over 25 years of engineering heritage—beginning with premium designs from our original parent company (KINGSWEL GROUP) in Taiwan and the establishment of our major manufacturing base in Shanghai in 1999—we specialize in solving complex polymer processing challenges.
Our long-term commitment focuses heavily on continuous research and development in precision extrusion technology, high-efficiency output, process automation, and equipment safety control. By utilizing specialized metallurgy, advanced heat treatment processes, and rigorous quality inspection, BAOD ensures that every screw, barrel, and modular component operates under tight tolerances and extreme industrial demands.
A plastic extrusion screw and barrel must withstand mechanical torque, intense friction, thermal variations, and chemical corrosiveness. To achieve high operational lifetimes, we utilize advanced metallurgy and surface engineering treatments.
The choice of material determines the lifetime of the extrusion components. Below are the key industry-standard materials used by BAOD Extrusion:
Advanced surface coatings dramatically lower friction coefficients and prevent melt stickiness:
Integrating customized screw and barrel geometries for specialized applications

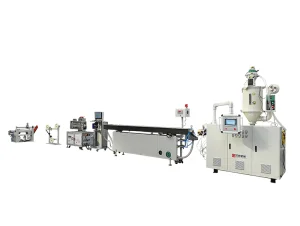
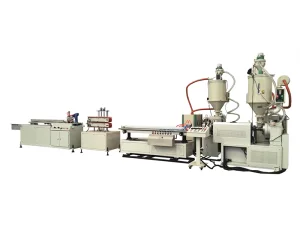
Designed for producing small diameter tubes requiring tight tolerances. Optimized screw design minimizes pressure fluctuations to ensure dimensional stability.
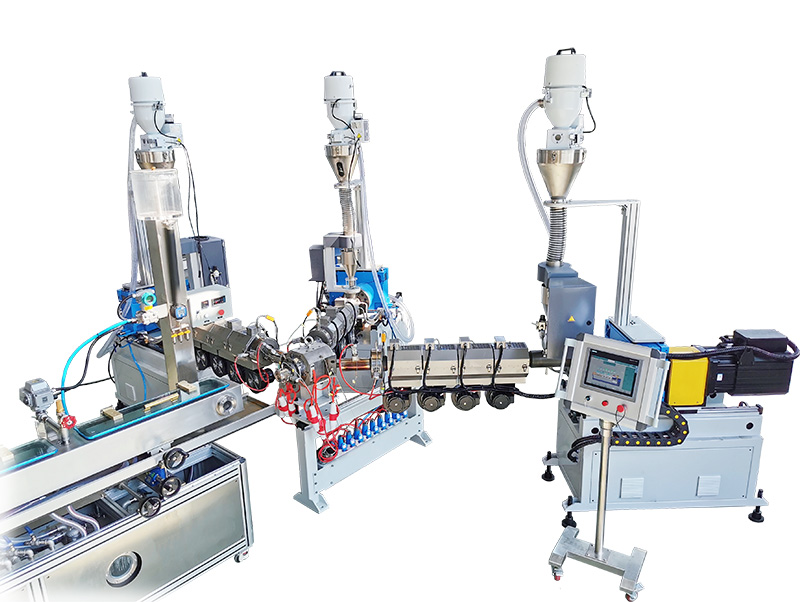
Engenders precise co-extrusion with multi-layer barrier properties. Designed to process Polyamide and thermoplastic elastomers with seamless barrier integration.
Engineered to medical compliance standards. Specialized chrome-plated screws minimize material hang-up, preventing material degradation and discoloration.

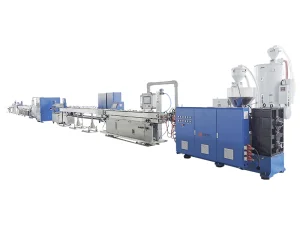
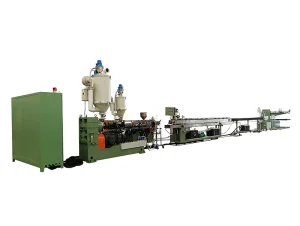
Delivers high throughput using dynamic cooling systems and tailored single/twin screw configurations suited to corrugated profiles.
Handles challenging compounding profiles of thermoplastic vulcanizates. Specially configured shear elements improve knitting cohesion and product lifecycle.

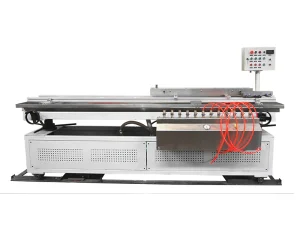
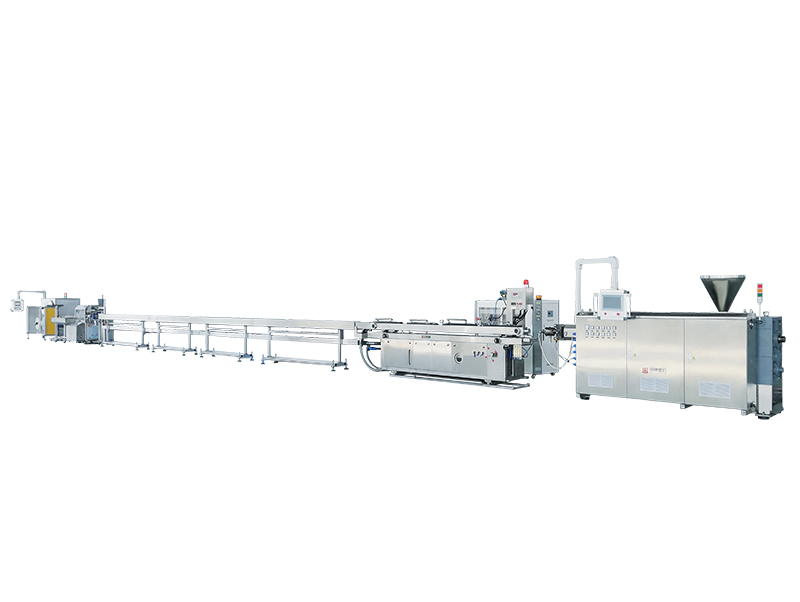
Enables highly stable continuous output. Tailored for complex geometries used in automotive sealing profiles with strict dimensional accuracy.
In response to global sustainability trends and the rise of smart factory architectures, BAOD Extrusion focuses on two technical vectors: Screw Geometry Innovation and Real-time Sensor Integration.
Traditional standard screws often struggle with melt temperature uniformity when running at high linear speeds. BAOD uses specialized barrier screw geometries (Maddock mixing elements and pineapple mixers) that force un-melted pellets through a high-shear clearance gap, eliminating thermal stratification and securing uniform dispersion of masterbatches and mineral additives.
Post-consumer recycled (PCR) resins and bioplastics (such as PLA and PHA) present high sensitivity to shear degradation and varying input viscosity. Our R&D department has engineered low-shear, deep-channel metering screw profiles that allow controlled energy input to prevent polymer chain scission while securing high throughput.
Integrating multi-zone closed-loop air and copper-pipe liquid cooling systems with smart ceramic band heaters allows our extruders to control temperature stability within ±1°C. Real-time melt pressure and temperature transducers feed information back to the PLC control unit to dynamically stabilize screw RPM.
BAOD's specialized systems address critical sectors with optimized machinery setups:
Keep up with technical updates, industry events, and extrusion compliance developments

From April 21–24, CHINAPLAS 2026 was successfully held at the National Exhibition and Convention Center (Shanghai, Hongqiao). BAOD EXTRUSION showcased its latest R&D achievements at Booth 7.1C04, presenting “Smart Extrusion · High-Efficiency Innovation” solutions that attracted global buyers looking to enhance line automation.

In the controlled environment of a modern industrial facility, a single, hair-thin plastic tube wound onto a reel might seem unremarkable to the untrained eye. However, in sectors ranging from mining to infrastructure demolition, these micro-tubes require exceptional pressure tolerance and safety compliance.

In the sterile, quiet environment of a modern medical facility, a clinician prepares a complex catheter. Internally, it is divided into several microscopic channels, or lumens. Discover how BAOD matches European standards through custom tooling and optimized screw profiles.

How do the world's most reputable vehicle manufacturers ensure the absolute integrity of every fuel line, brake hose, and cooling pipe buried deep within a vehicle’s chassis? Compliance requires precise control of melt stability, starting with the metallurgical quality of the screw and barrel.

As electric vehicles demand quieter cabin environments, TPV and PVC sealing profiles must meet stricter tolerances. BAOD introduces high-precision co-extrusion technology designed to produce complex multi-material profiles with zero scrap rate.
Technical guidance from BAOD Extrusion's Engineering Department
The primary indicators are a gradual loss of throughput (kg/h), surging melt pressures, and an increase in exit melt temperature. This occurs when the radial clearance between the screw flight and the barrel wall exceeds the critical design tolerance (typically 0.1% to 0.15% of the screw diameter). This allows backflow over the flights, leading to increased shear heating and diminished pumping efficiency.
Nitriding diffuses nitrogen into the surface of a steel alloy barrel (e.g., 38CrMoAlA), creating a hardened layer roughly 0.5mm deep. Bimetallic barrels, conversely, feature a centrifugally cast alloy lining of 2.0 to 3.0mm thickness composed of iron, nickel, cobalt, or tungsten carbide alloys. Bimetallic barrels can last 3 to 5 times longer than standard nitrided components when processing abrasive fillers like glass fiber or titanium dioxide.
PVC is thermally sensitive. Upon overheating, it degrades and releases hydrochloric acid (HCl), which corrodes unprotected steel. Chromium plating or using solid nickel-based alloys provides a chemical barrier that prevents acid attack, keeps the screw flights highly polished, and prevents polymer adhesion that can lead to carbonization.
While standard extruders historically used L/D ratios of 20:1 or 24:1, high-performance venting systems and barrier screw designs typically use L/D ratios from 28:1 to 33:1 or even 36:1. This length allows for separate feed, transition, barrier melting, mixing, venting, and metering zones to achieve a homogeneous melt at high output speeds.
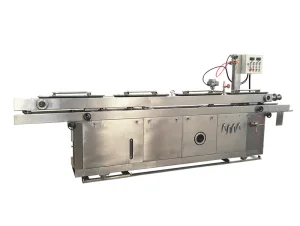
Ensuring complete line coordination from pullers and cutters to automatic winding solutions