






BAOD EXTRUSION has dedicated over 25 years of excellence to the research, design, and manufacturing of precision plastic extrusion equipment. Originating from our parent company, the KINGSWEL GROUP, which brought 18 years of high-quality engineering experience from Taiwan, we established our core extrusion manufacturing base in Shanghai in 1999. Since then, we have committed ourselves to creating highly automated, efficient, and safe systems.
Years Experience
Production Facility
Expert Employees
Polyamide (commonly known as Nylon, including PA6, PA66, PA11, and PA12) has established itself as the polymer of choice for challenging fluid transport applications. Globally, the industrial demand for PA Tube Extrusion Lines has surged, driven primarily by the automotive sector’s transition to lightweight components, the rapid expansion of EV thermal management systems, and pneumatic industrial automation. Because Polyamide possesses high thermal resistance, chemical resistance to oils and fuels, and exceptional mechanical strength, manufacturing PA tubing demands highly specialized extrusion technology to handle its narrow processing temperature window and high crystalline behavior.
Modern industrial systems rely heavily on PA tubing. The market segment demands different grades of Polyamide depending on environmental exposures:
European standards (such as DIN 73378 and DIN 74324) dictate strict dimensional and physical limits for polyamide tubing used in automotive air brakes and fuel systems. Consequently, Chinese manufacturers have upgraded their extrusion machinery to rival European counterparts. Leading companies like BAOD Extrusion incorporate high-precision diameter-control closed-loop systems to meet these global automotive OEM requirements.
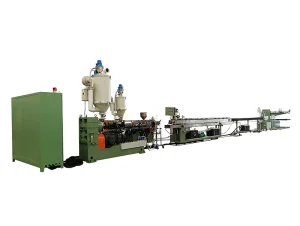
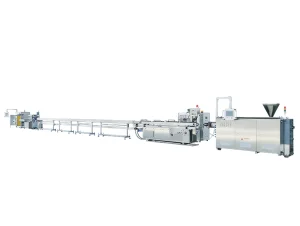
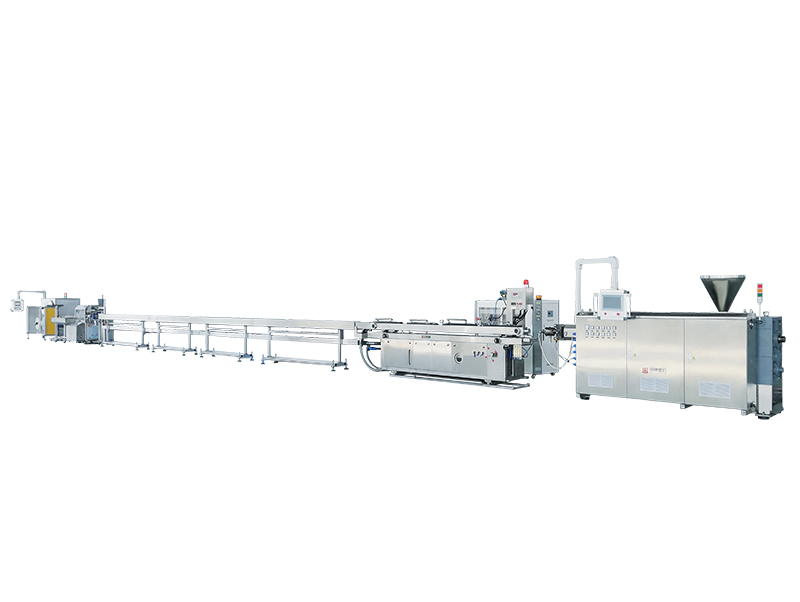
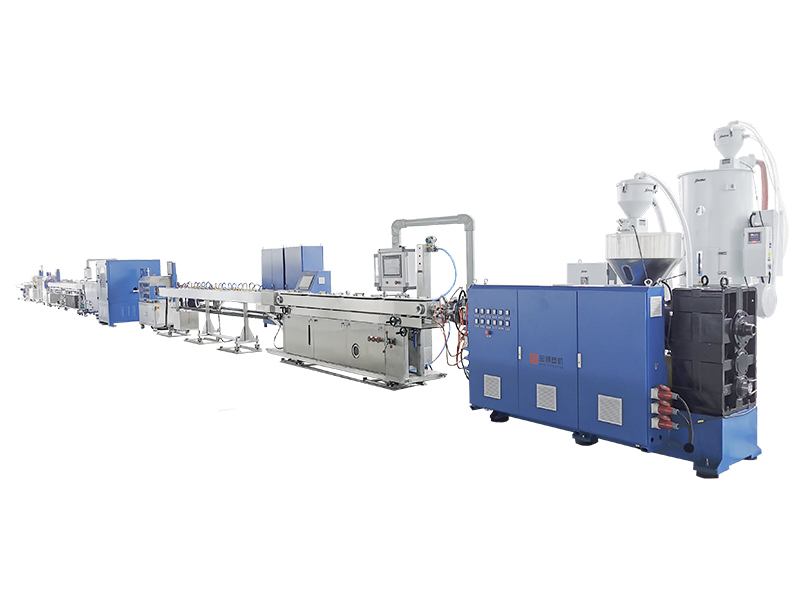
Achieving micro-meter accuracy in high-speed PA tube production requires a highly synchronized sequence of mechanical components. Below is the technical roadmap of the BAOD Polyamide Extrusion Process:
High L/D ratio screw with specialized barrier geometry.
Co-extrusion spiral distributor for uniform melt flow.
Precise vacuum calibration with water-temperature control.
Multi-belt tension control with servo-driven feedback.
Fly-knife rotary cutter or auto-spool coiling system.
To process Polyamide, the extruder must feature a specialized screw with an L/D ratio of 30:1 or 33:1. Polyamide has a sharp melting transition, requiring accurate heat zone controls to prevent thermal degradation while ensuring complete plasticization. The die-head uses high-grade steel, flow-optimized channels, and precise heater bands to maintain a perfectly concentric flow.
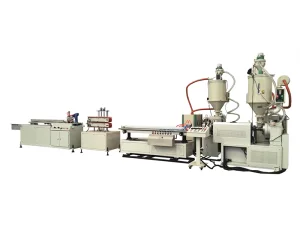
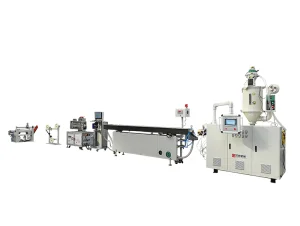
Due to environmental regulations (such as US EPA and CARB standards for low hydrocarbon emissions), single-layer PA tubes are frequently replaced by multi-layer composite structures in fuel system designs. Typical layouts include:
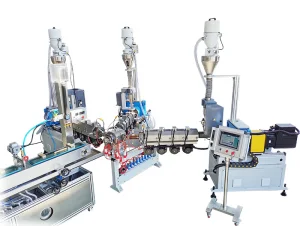
BAOD Extrusion has mastered multilayer co-extrusion technology, combining up to five extruders into a single feedblock die head. Each layer's thickness is monitored in real-time using ultrasonic wall-thickness measurement sensors, ensuring minimal material waste and compliance with safety-critical standards.
| Configuration Type | Target Materials | Typical Applications | Key Machine Features | Tolerance Level |
|---|---|---|---|---|
| Single-Layer PA Line | PA11, PA12, PA6 | Pneumatic tubes, air brake systems | High-pressure SJ extruder, vacuum calibrator | ±0.05 mm |
| 3-Layer Co-extrusion | PA12 / Tie / Fluoropolymer | EV automotive coolant hoses | Dual-coextrusion block, melt pumps | ±0.04 mm |
| 5-Layer Co-extrusion | PA12 / Tie / EVOH / Tie / PA6 | High-barrier automotive fuel lines | Multi-extruder layout, ultrasonic thickness scans | ±0.03 mm |
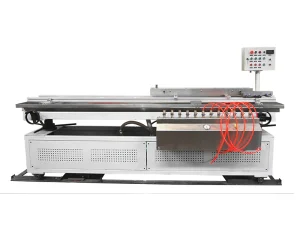
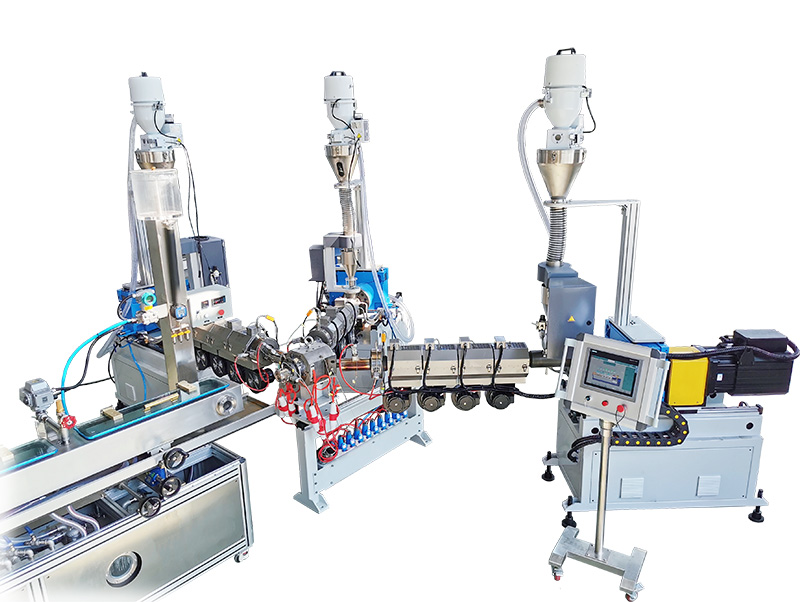
Modern manufacturing landscapes demand absolute repeatability and tracing of batch parameters. Automation is no longer an option but a core requirement. By integrating gravimetric feeding systems, closed-loop outer diameter (OD) control, and automated vacuum control loops, BAOD systems dynamically adjust screw speeds and puller tension. If the laser gauge detects a minor deviation in diameter, the PLC automatically calculates the offset and corrects the puller speed in fractions of a second, preventing scrap generation.
From a macro perspective, the efficiency of an extrusion line dictates the ROI of a factory. Our customized setups cater to diverse heavy industries:




From April 21–24, CHINAPLAS 2026 was successfully held at the National Exhibition and Convention Center (Shanghai, Hongqiao). BAOD EXTRUSION showcased its latest R&D achievements at Booth 7.1C04, presenting "Smart Extrusion & High-Efficiency Innovation" solutions that simplify operations and minimize material degradation.

In the controlled environment of a modern industrial facility, a single, hair-thin plastic tube wound onto a reel might seem unremarkable to the untrained eye. However, in sectors ranging from mining and quarrying to demolition, this detonating tube requires specialized material distribution and failsafe manufacturing protocols.

In the sterile, quiet environment of a modern medical facility, a clinician prepares a complex catheter. Internally, it is divided into several microscopic channels, or lumens. We compare how Chinese manufacturers have closed the gap with European machinery, offering comparable tolerances at reduced capital expenditure.

How do the world's most reputable vehicle manufacturers ensure the absolute integrity of every fuel line, brake hose, and cooling pipe? We discuss BAOD's adherence to international compliance frameworks, documenting process repeatability, safety margin checks, and material testing.

Behind the quiet comfort of EV cabins are critical sealing strips that prevent noise, vibration, and water ingress. We analyze the rising application of Thermoplastic Vulcanizates (TPV) and how automated multi-component extrusion strip systems are shaping the future of car manufacturing.
For PA12, which has a distinct crystalline melt phase and high mechanical requirements, an L/D ratio of 30:1 to 33:1 is recommended. This provides sufficient residence time and shearing to guarantee melt homogeneity without inducing thermal degradation, which can break down the polymer chains and weaken the pipe's pressure rating.
DIN 73378 specifies strict dimensional tolerances for pneumatic brake lines (e.g., ±0.05mm on the outer diameter). The vacuum calibration tank utilizes accurate pressure differences to inflate the molten tube against highly precise calibration sleeves. A closed-loop system adjusting vacuum pressure dynamically ensures that any deviation in diameter is instantly corrected.
Polyamides are highly hygroscopic. If processed with excess moisture, the water molecules cause hydrolytic degradation at high melt temperatures, leading to bubbles, surface defects, and reduced impact strength. A specialized desiccant dehumidifying dryer must be integrated to reduce the raw material's moisture level to below 0.1% before entering the extruder throat.
EVOH and PA12 do not naturally bond together due to differing polarities. If co-extruded without an intermediary, the layers would easily delaminate under pressure. A specialized tie-layer (typically maleic anhydride-modified polyolefin) acts as a molecular bridge, forming strong covalent bonds with both the EVOH and the Polyamide layers, resulting in a robust composite structure.