






BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.) founded in 2002, is dedicated to designing, manufacturing and sales of plastic extrusion equipment. Based on 18 years experience of designing and fabricating high quality machines in Taiwan, the original parent company (KINGSWEL GROUP) invested in establishing extrusion machines manufacturing base in Shanghai in 1999.
Over the past decades, BAOD has stood at the forefront of the industry, delivering highly sophisticated, custom-engineered polymer solutions. By combining the rigorous engineering methodologies of our original Taiwanese roots with the robust logistical strengths of Jiangsu's manufacturing hub, we design machinery that meets the high performance standards required for modern industrial pipelines, telecommunication ducts, and automotive tube structures.
Learn More About BAOD ➜"With over 25 years of engineering experience, our focus remains on transforming polymer melt processing through smart automation and high-efficiency screw design."
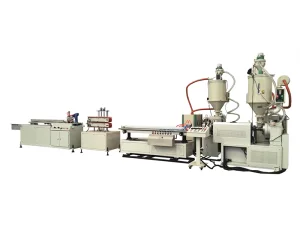
High-Density Polyethylene (HDPE) is a premier choice for global infrastructure, industrial piping, and precision fluid delivery due to its high strength-to-density ratio, chemical resistance, and structural longevity. However, extruding HDPE at scale with consistent physical properties requires specialized screw geometry, precise thermal management, and robust downstream sizing equipment. As a leading manufacturer, BAOD Extrusion designs and builds integrated lines capable of handling a broad range of melt indices while maintaining dimensional tolerances within tenths of a millimeter.
Proprietary barrier screw designs with dynamic mixing elements ensure uniform shear energy distribution, avoiding local overheating and material degradation.
Dual-chamber vacuum calibration tanks coupled with multi-stage liquid cooling zones guarantee roundness and structural stability at high haul-off speeds.
Fully integrated Siemens or Omron control architectures synchronize melt pumps, gravimetric dosing units, and pulling speeds for zero-waste production runs.
The core challenge of HDPE extrusion lies in managing the high melt viscosity and shear-thinning characteristics of the polymer. Unlike lower molecular weight resins, HDPE exhibits significant elastic memory and melt elasticity. When exiting the die lips, the extrudate undergoes swell (die swell) which must be controlled through die land length optimization and precise drawdown ratios.
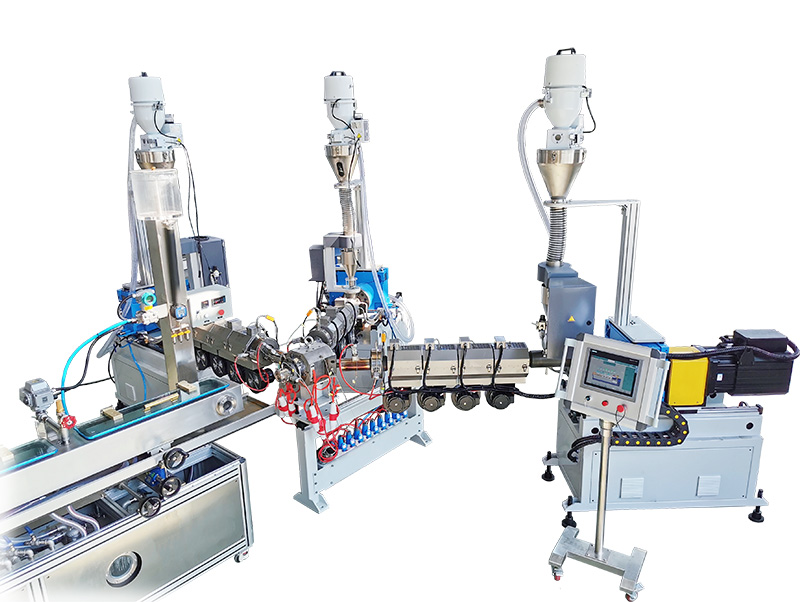
Our extruders utilize custom barrier screws with L/D ratios of 30:1 up to 38:1. This length provides sufficient residential time to melt the polymer using electrical barrel heating and internal shear heat, while keeping energy consumption low. The screw channel features a compression ratio tailored to the specific grade of raw HDPE (typically PE80 or PE100 classifications), preventing air entrapment and maintaining a steady flow to the die head assembly.
Technical Insight: Barrier screws isolate the solid polymer bed from the melted pool. This separation prevents unmolten pellets from reaching the metering zone, resulting in a thermally homogeneous melt that eliminates microstructural defects in the finished pipe walls.
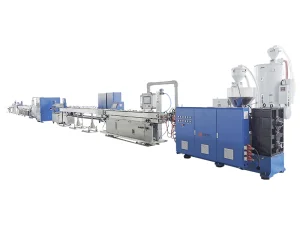
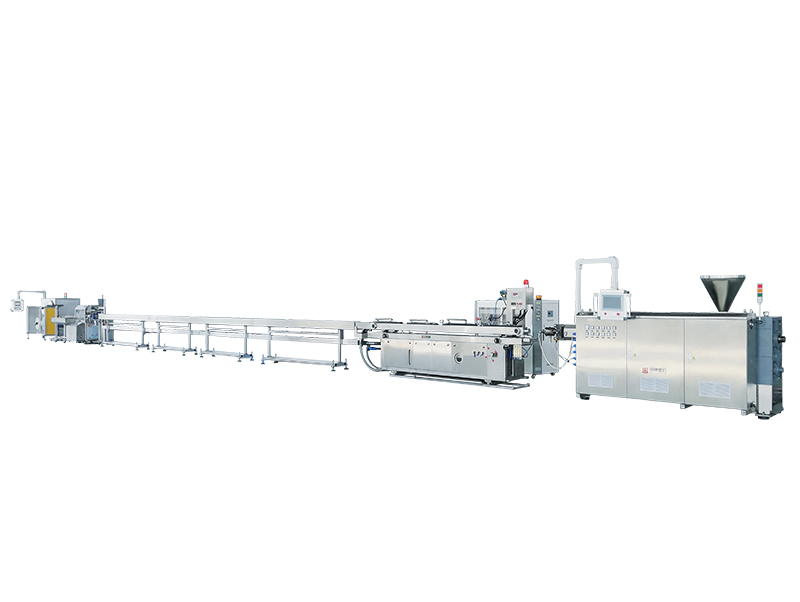
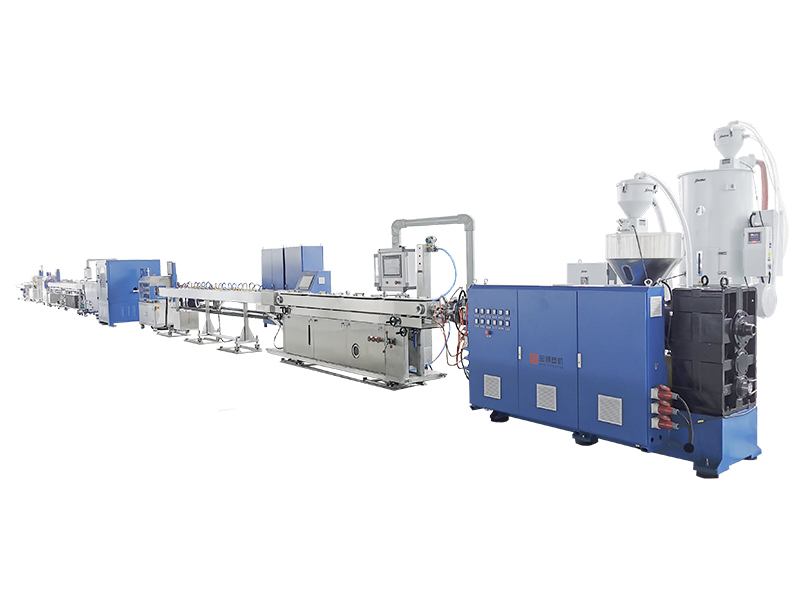
Once the molten HDPE leaves the die, it enters the vacuum calibration tank. The vacuum sizing sleeve determines the outer diameter of the pipe or profile. Water spray cooling rings inside the tank rapidly solidify the outer skin of the extrudate, locking in its shape. To maintain high dimensional stability, BAOD uses a dual-chamber vacuum design. The first chamber provides high vacuum pressure to form the pipe's outer layer, while the second chamber provides continuous spray cooling to reduce internal stress and prevent warping.
| Extrusion Line Parameter | Standard Specification Range | Advanced Custom Configuration | Control Feedback Loop |
|---|---|---|---|
| Screw Diameter Options | SJ-45 to SJ-90 | SJ-120 / Twin Screw Options | Inverter torque-matching feedback |
| L/D Ratio Range | 28:1 to 33:1 | Up to 38:1 with venting systems | Proportional temperature zone logic |
| Vacuum Sizing Control | Single-stage vacuum chamber | Multi-chamber auto-vacuum system | Closed-loop differential pressure sensor |
| Maximum Line Speed | 15 m/min (dependent on OD) | Up to 50 m/min for thin-wall microducts | Auto-tension puller synchronization |
Modern infrastructure requires reliable piping. From telecommunication microducts housing fiber optic cables to high-pressure natural gas lines, HDPE pipes must withstand harsh environmental conditions for decades. Industrially, the transition from heavy steel or cast-iron piping to flexible, corrosion-resistant polymers has created strong global demand for high-capacity extrusion lines.
Key global industrial applications include:
As the global plastics machinery industry adopts Industry 4.0 principles, BAOD is integrating smart diagnostic features into our extrusion lines. The integration of gravimetric dosing control systems ensures that raw material feed rates match the extrusion speed down to the millisecond, reducing plastic waste and saving raw materials during startup and shutdown cycles.
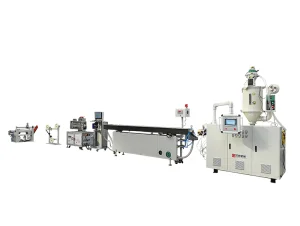
Additionally, processing recycled HDPE (rHDPE) flake material presents melt filter challenges. Our updated machinery lines feature continuous, double-column melt screen changers that enable screen swaps without interrupting the extrusion process. This feature allows processors to incorporate high percentages of post-consumer recycled (PCR) resin without compromising the tensile strength of the extruded profiles.

Engineered for high-tolerance medical and automotive tube applications with advanced laser outer diameter calibration systems.
Designed for multi-layer co-extrusion of high-performance automotive fuel hoses and high-barrier industrial tubing.
Clean-room optimized design for strict medical-grade tubing fabrication with dual-axis diameter tracking loops.

Equipped with high-performance corrugating mold blocks for manufacturing high-integrity protective conduit hoses.
Incorporates reinforcement braiding machinery directly in-line to produce heavy-duty, high-pressure composite hoses.

A specialized setup for automotive door/window seal profiles, incorporating steel carrier insertions in-line.
Over the past decades, China has developed a highly integrated manufacturing cluster for plastic extrusion machinery. The Yangtze River Delta (spanning Jiangsu, Zhejiang, and Shanghai) hosts a complete industrial ecosystem that provides specialized steel treatments, high-precision machining centers, heating elements, and electronic sensor suppliers. This proximity minimizes logistical friction, allowing BAOD Extrusion to construct and customize equipment faster than many Western competitors.
From raw barrel castings to precision nitriding of the screws, our engineering team manages every step of production. This control reduces manufacturing variation and prevents the component delays common in fragmented supply chains.
By combining local manufacturing efficiencies with advanced design parameters, BAOD delivers machinery that offers high performance-to-cost ratios. This allows our customers to realize faster returns on capital equipment investments.
Furthermore, China’s ports and logistics networks enable fast shipping of fully assembled extrusion lines. We offer complete containerized shipping services along with comprehensive installation guides, remote commissioning support, and fast spare parts delivery, ensuring that overseas facilities can begin production with minimal delay.

BAOD EXTRUSION showcased its latest R&D achievements at Booth 7.1C04 in Shanghai, presenting “Smart Extrusion · High-Efficiency Innovation” solutions that optimize material yield and minimize carbon footprints in modern operations.
Read More +
In sectors ranging from mining to infrastructure demolition, thin-walled precision detonating tubes demand zero defects. Learn how BAOD's machinery ensures tight tolerance control and safety features during production runs.
Read More +
A detailed comparison of medical catheter and multi-lumen micro-extrusion lines. We analyze tolerances, vacuum control configurations, and cooling methods across global medical manufacturing markets.
Read More +
Automotive fluid, brake, and fuel lines require stringent compliance. Discover how BAOD maintains international certifications and calibration accuracy to meet strict OEM standards.
Read More +
The rise of electric vehicles demands quieter cabins. Discover the new co-extrusion technology for sealing strips that incorporates multiple material densities and metal reinforcement inserts.
Read More +
An inside look at our energy-efficient drive systems and high-throughput barrier screws showcased during recent international industrial exhibitions.
Read More +For HDPE processing, we generally recommend an L/D ratio between 30:1 and 33:1, and up to 38:1 for venting applications. The length provides sufficient time to melt the polymer using electrical barrel heating and internal shear heat, while keeping energy consumption low, preventing air entrapment and maintaining a steady flow to the die head assembly.
We integrate a closed-loop control system that monitors the line speed and links it directly to the gravimetric feeding unit. Additionally, real-time ultrasonic measurement sensors placed immediately after the sizing tank measure the wall thickness at multiple points, automatically adjusting puller speeds and extrusion torque to correct deviations.
Yes. Our SJ series extruders can be configured with specialized wear-resistant barrier screws and double-column hydraulic screen changers. This configuration maintains steady output pressures and filters contaminants from recycled PCR flakes without stopping the line.
We provide pre-shipment dry runs and customer acceptance testing at our factory. For installation, we provide complete engineering drawings, video guidance, and remote PLC diagnostic support via secure industrial networks. If required, our engineers can be deployed on-site for line assembly and operator training.
We employ a multi-chamber design where the initial chamber uses high-vacuum sizing sleeves to form the pipe's outer skin. The subsequent chambers use intensive spray ring configurations to gradually cool the core, eliminating internal thermal stresses that cause ovality.