Advanced high-speed auxiliary and calibration systems designed for exact tolerances.
BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.) founded in 2002, dedicated to designing, manufacturing and sales of plastic extrusion equipment. Based on 18 years experience of designing and fabricating high quality machines in Taiwan, the original parent company (KINGSWEL GROUP) invested in establishing extrusion machines manufacturing base in Shanghai in 1999.
Years Experience
Factory Area
Employees
The global automotive industry is undergoing a structural transition toward lightweight, environmentally recyclable, and highly durable fluid transmission systems. Traditional thermoset rubbers (like EPDM) are increasingly replaced by Thermoplastic Elastomers (TPE), specifically Thermoplastic Vulcanizates (TPV) and thermoplastic co-polyester elastomers (TPC). TPE materials offer substantial weight reductions—up to 30% compared to rubber—and enable precise wall-thickness profiling. However, the extrusion processing of TPE and TPV poses significant engineering hurdles: processing temperatures must be strictly governed to avoid shear degradation, and dimensional controls must meet demanding automotive OEM limits (often within ±0.05 mm).
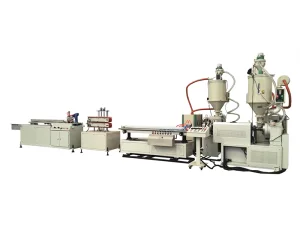
As a specialized high-speed machine architect, BAOD EXTRUSION provides complete engineering systems designed to address the unique rheological traits of TPEs. Our automobile TPE extrusion platforms utilize intelligent closed-loop control structures to yield consistent output, minimizing standard deviation in tube wall thickness and concentricity.
Global automotive Tier-1 suppliers are optimizing capital expenditure without compromising production quality. Historically, European manufacturers dominated high-end medical and automotive extrusion engineering. Today, leading Chinese factories like BAOD build systems that compete directly on mechanical tolerance, output speed, and automation density, at a highly competitive total cost of ownership (TCO).
Integrated laser diameter monitoring interfaces automatically with the puller speed to adjust dimensions dynamically during high-speed runs.
Custom barrier screw designs allow low-shear mixing of high-viscosity TPV, protecting mechanical properties and maintaining clean surface finishes.
Systems are fully built to meet European CE standards, with IATF 16949 compliant process documentation and robust safety locks.
Engineered systems developed for absolute precision and maximum machine uptime.



Achieving stable automotive hose extrusion demands optimal performance from every component in the extrusion line:
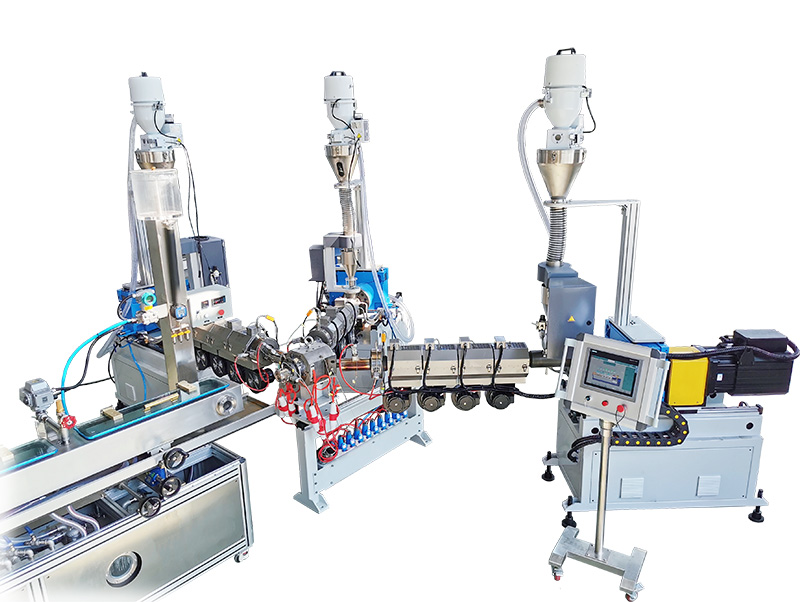
Because TPE and TPV consist of cured rubber phases dispersed in a thermoplastic matrix, they exhibit non-Newtonian flow behavior. BAOD engineers custom screw configurations with L/D ratios of 30:1 or 33:1. These feature specialized barrier flights and dispersive mixing sections to deliver uniform melt homogeneity without generating destructive shear heat.
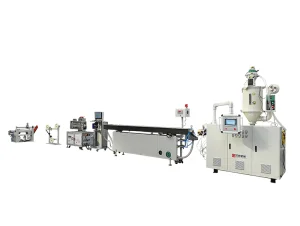
Once the melt exits the co-extrusion die, it enters our vacuum calibration spraying cooling tank. Under precise vacuum control (±0.02 bar), the hot profile is quickly frozen into shape. The dual-chamber structure allows quick starting adjustments, reducing scrap rates during setups.
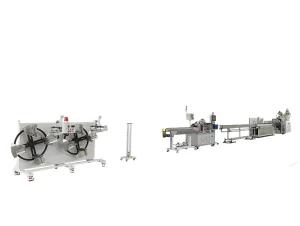
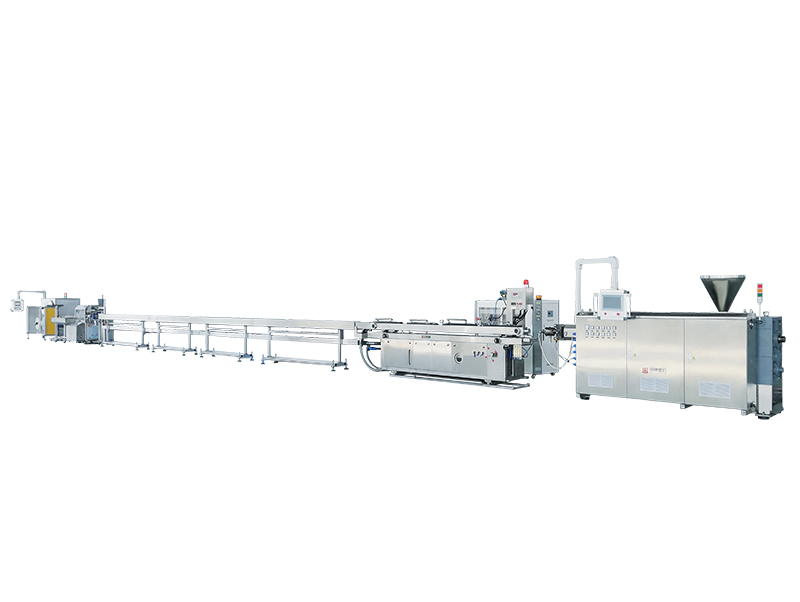
Pulling soft, warm elastomer tube without deformation requires high contact surface area. BAOD’s TKB series precision belt pullers use a synchronized multi-axis servo system to ensure stable pulling force. Downstream, our FQ series rotary fly-knife cutters produce clean, square ends at speeds up to 80 meters per minute.
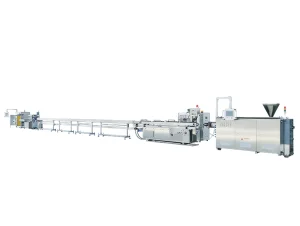
Modern automotive thermal management systems rely on multilayer tubing to combine the best features of different polymers. For example, a three-layer fuel cooling tube might use a PA12 outer layer for stone-impact resistance, a thin bonding tie-layer, and a TPV or fluoroplastic inner layer for low fuel permeability.
Designing co-extrusion dies for these applications requires flow channel optimization. If the melt velocity profiles of the layers do not match at the merge point, interfacial instabilities will occur, leading to poor adhesion or varying wall thickness. BAOD utilizes advanced flow simulation software to design spiral distributor co-extrusion dies. This ensures even layer distribution around the pipe circumference.
Catch up on our technical innovations, trade exhibitions, and research developments.

BAOD EXTRUSION showcased its latest R&D achievements at Booth 7.1C04, presenting “Smart Extrusion · High-Efficiency Innovation” solutions...

In sectors ranging from mining to infrastructure demolition, this detonating tube wound onto reels requires extreme precision...

A deep look into how Chinese high-precision multi-lumen extrusion technologies are meeting and exceeding demanding European medical standards...

Explaining how global automakers verify quality and structural integrity of safety-critical lines and hoses produced on BAOD lines...

An in-depth look at how the shift toward electric vehicle comfort requires advanced sealing systems to control cabin acoustics and thermal insulation...
Modern automotive factories require automated, data-driven machinery. Our extrusion lines feature PLC control panels running dedicated SCADA systems. Operators can save material profiles, monitor screw pressure limits, and track haul-off speeds from a single touch interface.
Furthermore, our smart closed-loop control systems link the laser outer-diameter gauge with the puller’s servo drive. If the tube diameter starts to drift, the puller adjusts its speed automatically to bring the dimension back into tolerance. This reduces operator error and minimizes waste during startup.
For factory integration, BAOD lines support standard industrial protocols (Modbus, Profinet, OPC UA). This allows Tier-1 suppliers to feed real-time OEE metrics and dimensional data directly into their central MES system, supporting complete IATF 16949 trace audits.
Insights from BAOD's engineering team on maintaining extrusion precision.
TPVs have high elastic memory and are sensitive to shear stress. Melt fracture is minimized by optimizing the die land length ratio and using chrome-plated, mirror-polished flow channels. We also utilize low-shear barrier screws and precise zone temperature controls to ensure smooth polymer flow.
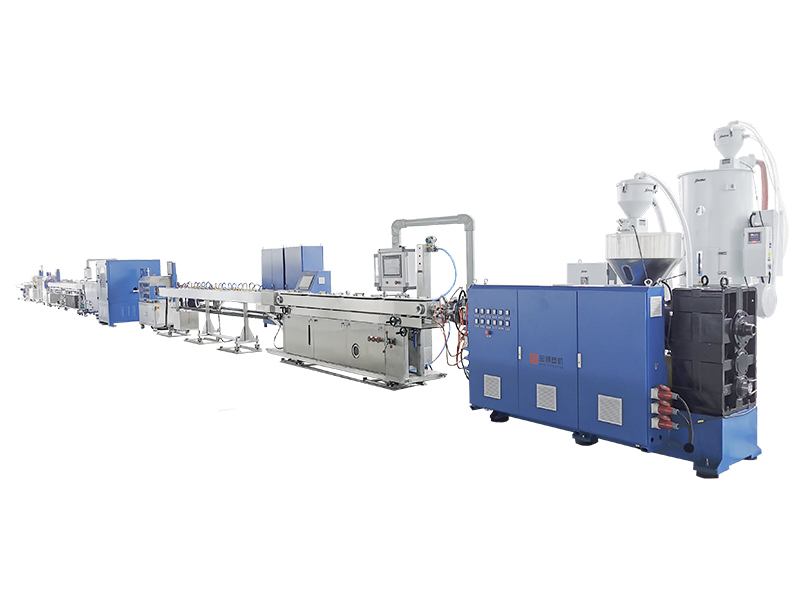
Our multi-chamber vacuum calibration system achieves precise outer diameter stability within ±0.03 mm to ±0.05 mm for automotive cooling tubes. This is supported by an automated closed-loop water temperature control system that maintains tank water temperature within ±1°C.
While the downstream calibration, cooling, pulling, and cutting equipment can handle various materials, the extruder screw design must be adjusted. Screws optimized for PA (nylon) have different compression ratios than those designed for shear-sensitive TPE/TPV. We offer interchangeable screws to provide versatility for different materials.
We offer remote diagnostic support via integrated ethernet links on our control cabinets, along with on-site commissioning services. All components are selected from globally recognized brands (such as Siemens, Omron, Schneider, and ABB) to ensure parts are easily sourced and compliant with local CE regulations.
Complete turn-key production lines and high-performance finishing systems.